







 Рейтинг: 4.0/5.0 (1909 проголосовавших)
Рейтинг: 4.0/5.0 (1909 проголосовавших)Категория: Бланки/Образцы
Ответственный за ведение журнала работ
Организация, ответственная за стройплощадку
(заполняется в случае, если управление стройплощадкой поручено отдельной организации)
Наименование и почтовые реквизиты, телефон
Ответственное должностное лицо по стройплощадке
(юридическое или физическое лицо, получившее разрешение на строительство)
Наименование и почтовые реквизиты, телефон
Ответственные представители технического надзора (подлежат регистрации в территориальном органе Госархстройнадзора) (заполняется в случае, если технический надзор ведется сотрудниками застройщика (заказчика):
Орган Госархстройнадзора, курирующий объект
Наименование и почтовые реквизиты
Куратор объекта телефон
Другие исполнители работ по объекту (субподрядные организации) и выполняемые ими работы. Указываются: наименование и почтовые реквизиты, Ф.И.О. руководителей и производителей работ по объекту
Организации, разработавшие проектно-сметную документацию и выполненные ими части проектной документации. Указываются: наименование и почтовые реквизиты, Ф.И.О. руководителя, а также руководителей авторского надзора, если такой надзор на объекте ведется.
Сведения о журнале
В настоящем журнале _________ пронумерованных и прошнурованных страниц. Журнал охватывает период с ______ по ______ (заполняется в случае, если на протяжении строительства велось несколько журналов)
Должность, фамилия, имя, отчество и подпись руководителя организации, выдавшего журнал
Дата выдачи, печать организации
Отметки об изменениях в записях на титульном листе
Общая информация об объекте
Основные показатели строящегося объекта (этажность, количество квартир, площадь, мощность, производительность, вместимость и т.п.) и сметная стоимость на момент начала строительства
по плану (договору) ____________ фактически ____________
Окончание работ (приемка в эксплуатацию):
по плану (договору) ____________ фактически ____________
Утверждающая инстанция и дата утверждения проекта
Список инженерно-технического персонала, занятого на строительстве объекта
Фамилия, имя, отчество, занимаемая должность, участок работ
УКАЗАНИЯ К ВЕДЕНИЮ ОБЩЕГО ЖУРНАЛА РАБОТ
1. Общий журнал работ является основным первичным производственным документом, отражающим технологическую последовательность, сроки, качество выполнения и условия производства строительно-монтажных работ. Основное назначение журнала - обеспечение прослеживаемости руководителей, исполнителей и результатов работ, определяющих прочность, устойчивость и надежность здания (сооружения).
2. Общий журнал работ ведется на строительстве (реконструкции) отдельных или группы однотипных, одновременно строящихся зданий (сооружений), расположенных в пределах одной строительной площадки.
3. Общий журнал работ ведет лицо, ответственное за производство работ на объекте (от ветственный производитель работ) и заполняет его с первого дня работы на объекте лично или поручает подчиненным инженерно-техническим работникам. Специализированные строительно-монтажные организации ведут специальные журналы работ, которые находятся у ответственных лиц, выполняющих эти работы. По окончании работ специальный журнал передается организации, ответственной за производство работ на объекте (генподрядчику).
4. Титульный лист заполняется до начала строительства организацией, ответственной за производство работ по объекту с участием остальных упомянутых участников строительства (проектной организации, заказчика и пр.).
5. Список инженерно-технического персонала, занятого на строительстве объекта (раздел 1 ), составляет руководитель организации, ответственной за производство работ по объекту. В него включаются инженерно-технические работники этой организации, а также других организаций - исполнителей работ по объекту (субподрядных организаций).
6. В разделе 3 приводится перечень всех актов в календарном порядке.
7. В раздел 4 включаются все работы по частям и элементам зданий и сооружений, подлежащие оценке соответствия. В случае выявления несоответствий приводится их краткая характеристика.
8. Раздел 4 заполняется лицом, ответственным за ведение общего журнала работ, или уполномоченными им инженерно-техническими работниками.
9. Регулярные сведения о производстве работ (с начала и до их завершения), включаемые в раздел 4. являются основной частью журнала.
Эта часть журнала должна содержать сведения о начале и окончании работы и отражать ход ее выполнения. Описание работ должно производиться по конструктивным элементам здания или сооружения с указанием осей, рядов, отметок, этажей, ярусов, секций и помещений, где работы выполнялись. Здесь же должны приводиться краткие сведения о методах производства работ, применяемых материалах, готовых изделиях и конструкциях, испытаниях оборудования, систем, сетей и устройств (опробование вхолостую или под нагрузкой, подача электроэнергии, давления, испытания на прочность и герметичность и др.), отступлениях от рабочих чертежей (с указанием причин) и их согласовании, наличии и выполнении схем операционного контроля качества, исправлениях или переделках выполненных работ. Кроме того, заносится информация о существенных изменениях на стройплощадке, в том числе изменении расположения охранных, защитных и сигнальных ограждений, переносе транспортных и пожарных проездов, прокладке, перекладке и разборке временных инженерных сетей, а также о метеорологических и других особых условиях производства работ.
10. В раздел 5 вносятся замечания лиц (в том числе представителя технадзора), контролирующих производство и безопасность работ в соответствии с предоставленными им правами.
11. Каждая запись в журнале подписывается сделавшим ее лицом.
12. При необходимости иллюстрации записей эскизами, схемами или иными графическими материалами последние подписываются отдельно и вклеиваются в текст или собираются в отдельную папку. В записях в этом случае должно содержаться упоминание о наличии и местонахождении графических материалов.
13. Общий журнал должен быть пронумерован, прошнурован, оформлен всеми подписями на титульном листе и скреплен печатью организации, его выдавшей. При недостатке в журнале места для записей заводится новый журнал работ со следующим номером, о чем делается запись на титульном листе.
14. В ходе строительства журнал работ должен предъявляться представителю технадзора, органа архитектурно-строительного надзора и других контролирующих органов по их требованию.
15. При сдаче законченного строительством объекта в эксплуатацию общий и специальные журналы работ предъявляются принимающей организации (органу) и после приемки объекта передаются на постоянное хранение заказчику (застройщику) или, по его поручению, эксплуатационной организации или пользователю.
16. По разрешению органа архитектурно-строительного надзора допускается ведение журнала в виде электронного документа. При этом должны быть обеспечены надежная защита от несанкционированного доступа, а также идентификация подписей ответственных должностных лиц.
ПРИЛОЖЕНИЕ ДИнспекция Государственного (муниципального) архитектурно-строительного надзора Российской Федерации
ПРИЛОЖЕНИЕ Е



Входной контроль на строительной площадке
Мы выполним входной контроль качества поступающих на строительный объект материалов, проверим соответствие технической документации с установленными нормативами. Контроль качества выполняется методом регистрирования с использованием документов и их анализа, а также с помощью измерительных приборов. Входной контроль предполагает проверку целостности упаковочного материала продукции, сроков и условия хранения товара. В случае нарушения упаковочного слоя у материалов гидроизоляционного направления использование этого материала по назначению будет считаться нарушением.
После истечения срока хранения продукции строительная лаборатория допускает ее использование по назначению только после поведения дополнительного испытания. Подтверждение фактов пригодности материала можно установить исключительно в лабораторных условиях нашего центра экспертиз. Все изделия, которые поступают на строительный объект, обязаны пройти входной контроль качества на выявление несоответствий. Внимание уделяют при проверке стандартам продукции, техническим условиям хранения товара, сопроводительным документам, которые подтверждают качество продукции и соответствие документам.
Входной контроль может осуществляться на строительной площадке, если есть договоренность с генеральным подрядчиком о проведении подобных мероприятий. Входной контроль предполагает исследование продукции в условиях строительной лаборатории.
Лабораторные испытания проводят путем визуального осмотра продукции с помощью персонала организации. Мастерами и прорабом проверяются требования рабочих документов, технических условий, чертежей и прочих стандартов качеств. Все бракованные и несоответствующие стандартам материалы подлежат замене на пригодные к использованию продукты.
На строительной площадке строительная лаборатория может проводить исследования с разрешения уполномоченных органов строительства. Входной контроль бетонных изделий и прочих строительных материалов проходит с предварительным осмотром в соответствии с правилами исследования. Все измерительные процессы фиксируются и оформляются посредством специального акта. Благодаря специальной форме приложения, все результаты по механическим исследованиям материалов, вносятся в протокол согласно форме. Пока сварные соединения не проверены, не допускается осуществлять бетонирование конструкций.
Все скрытые виды работ оформляются с использованием специально акта освидетельствования. Контроль над приемкой монолитных конструкций выполняется согласно строительным правилам и нормам. Мы осуществляем проверку железобетонных конструкций в соответствии с требованиями, рабочими чертежами и дополнительной документацией. Проверке подвергается качество бетона, выявляется его прочность, процент морозостойкости, водопоглащение, высыхание в условиях определенного климата. Мы проводим проверку на качество материалов и конструкций дополнительных изделий для строительства.
При осуществлении приемочной процедуры, представляется необходимая документация. Это могут быть исполнительные документы и чертежи с допущенными отступлениями от норм, технические документы с завода изготовителя продукции, паспорт на комплект производства фундамента, а также всевозможные лабораторные испытания, дополнительные документы, акты приемки товара, исполнения разведывательных земельных работ. Все скрытые работы, обустройство арматуры в опалубке, подлежат специальному освидетельствованию. Документ составляется на производство скрытых работ и выполняется специальным подразделением контроля.
Проверка скрытых работ проводится непосредственно перед производством последующих. Если акта освидетельствования нет, то выполнять последующие работы не разрешается. Благодаря своевременному контролю этапов скрытых работ удается следить за соблюдением необходимых норм строительства. В присутствии авторского надзора осуществляется организация по приемке основных строительных конструкций. Сложные строительные объекты предполагают создание специальных актов приемки и освидетельствования с учетом сложных технических условий.
Строительная лаборатория осуществляет контроль в соответствии с условиями договора в момент получения документов от заказчика. Все технические документы передаются с фиксацией процесса передачи посредством специального акта, который считается началом в проведении строительного контроля.
Организация берет на себя дополнительные обязанности в процессе строительства. Необходимо иметь в наличии документы о качестве используемых в строительстве материалов, документы на используемое оборудование, документов о проведении лабораторных исследований.
Строительная лаборатория контролирует исполнение работ и правил хранения материалов, технического оборудования для испытаний. В случае выявления нарушений строительный материал не может складироваться в предполагаемом помещении. Все процессы контроля фиксируются и проводятся согласно установленным требованиям. В обязанности организации строительства входит контролирование правильности ведения исполнительных документов, оценка о достоверной информации геодезического обследования, контролирование над устранением оплошностей в проектных документах, которые были найдены в процессе строительных работ.
Исполнитель работ обязан выполнять их в соответствии с предписаниями органов государственного контроля. По необходимости необходимо известить строительный надзор о случаях несоответствий, которые могут привести к аварийной ситуации. Обязательства необходимо соблюдать для контроля над соответствием объема и срока предполагаемой работы согласно условиям строительного договора.
Окончательная оценка всех соответствий объекта заявленным характеристикам безопасности, завершается с прекращением всех строительных работ. Подтверждается завершение безопасного строительства правовыми документами, техническим регламентом, сметной документацией.
Однако всех моментов в проверке качества выполняемых работ отследить не удается. Это происходит из-за сложности организации входного контроля естественным способом. Лабораторные испытания в нашем центре независимых строительных экспертиз, происходят согласно разработанной политике качественного контроля. Мы фиксируем все строительные материалы, которые поступают на площадку и отмечаем документально все моменты, которые могут повлиять на качество продукции и результат. Все эти материалы проходят входной контроль.
Исключением может быть только сертифицированная продукция, которая поступает на строительную площадку от проверенных поставщиков. Особое внимание мы уделяем проверки основных типов строительных материалов, таких как бетонные смеси, арматурные соединения, кирпич, и.т.д. В отношении таких материалов по необходимости могут проводиться лабораторные испытания на факт качества изделий и соответствия заявленным характеристикам.
ОТКРЫТОЕ АКЦИОНЕРНОЕ ОБЩЕСТВО
АКЦИОНЕРНАЯ КОМПАНИЯ
ПО ТРАНСПОРТУ НЕФТИ «ТРАНСНЕФТЬ»
ОАО «АК «ТРАНСНЕФТЬ»
РЕГЛАМЕНТ
ВХОДНОГО КОНТРОЛЯ И ПАРАМЕТРОВ ВЫБРАКОВКИ
ИЗОЛЯЦИОННЫХ И СВАРОЧНЫХ МАТЕРИАЛОВ


Под общей редакцией С.М. Вайнштока
Технологические регламенты (стандарты предприятия) акционерной компании по транспорту нефти «Транснефть». В 2 т. / Под общей ред. С.М. Вайнштока. - М. ГУП Изд-во «Нефть и газ» РГУ нефти и газа им. И.М. Губкина, 2003.
Регламенты, разработанные и утвержденные ОАО «АК «Транснефть», устанавливают общеотраслевые обязательные для исполнения требования по организации и выполнению работ в области магистрального нефтепроводного транспорта, а также обязательные требования к оформлению результатов этих работ.
Регламенты (стандарты предприятия) разрабатываются в системе ОАО «АК «Транснефть» для обеспечения надежности, промышленной и экологической безопасности магистральных нефтепроводов, регламентации и установления единообразия взаимодействия подразделений Компании и ОАО МН при ведении работ по основной производственной деятельности как между собой, так и с подрядчиками, органами государственного надзора, а также унификации применения и обязательного исполнения требовании соответствующих федеральных и отраслевых стандартов, правил и иных нормативных документов.
РЕГЛАМЕНТ
ВХОДНОГО КОНТРОЛЯ И ПАРАМЕТРОВ ВЫБРАКОВКИ
ИЗОЛЯЦИОННЫХ И СВАРОЧНЫХ МАТЕРИАЛОВ
Утвержден 19 июня 2000 г.
Все оборудование и материалы, применяемые на объектах магистральных нефтепроводов, должны быть сертифицированы и разрешены к применению Госгортехнадзором.
Входной контроль качества применяемого в процессе строительства, реконструкции и капитального ремонта оборудования и материалов является обязательной процедурой технологии строительства.
1. ОБЩИЕ ПОЛОЖЕНИЯ1.1. «Регламент. » разработан в развитие «Положения об организации технического надзора за соблюдением проектных решений и качеством строительства, капитального ремонта и реконструкции на объектах магистральных трубопроводов ОАО АК «Транснефть» и определяет требования к порядку проведения и процедуры входного контроля качества изоляционных и сварочных материалов.
1.2. Настоящий «Регламент» является обязательным для всех структурных подразделений ОАО МН, эксплуатирующих магистральные нефтепроводы (далее м/н), осуществляющих строительство м/н, осуществляющих технический надзор за соблюдением проектных решений и качеством строительства м/н.
1.3. Цель входного контроля изоляционных и сварочных материалов - проверка продукции поставщиков изоляционных и сварочных материалов, предназначенных для использования при строительстве, капитальном ремонте, реконструкции или эксплуатации объектов ОАО МН, на соответствие ее требованиям стандартов, СНиП, ТУ, инструкциям на применение, проектным решениям.
1.4. Технический надзор за проведением входного контроля проводит служба технического надзора ОАО МН, действующая на основании «Положения», распоряжений и приказов (при необходимости Орган независимого технического надзора, выполняющий работы по договору) и имеющая лицензию Госгортехнадзора на выполнение работ по техническому надзору.
1.5. Процедуры технического надзора за качеством применяемых материалов при строительстве объектов магистральных трубопроводов включают следующие виды деятельности:
- проверка на соответствие нормам, правилам (в т.ч. проектным решениям), документации и спецификаций на изоляционные и сварочные материалы;
- надзор за проведением Подрядчиком и Заказчиком входного контроля качества материалов, изделий и оборудования, поступающих па объекты строительства и места складирования.
1.6. Входной контроль за качеством материалов при капитальном ремонте (строительстве) объектов м/н производится на основании проектно-сметной документации, определяющей перечень разрешенных к применению материалов, паспортов, сертификатов, технических условий и других сопроводительных документов на оборудование и материалы.
1.7. Взаимоотношения участников строительства при осуществлении входного контроля определены «Регламентом взаимоотношений службы Заказчика, службы технического надзора, строительных подразделений ОАО МН и подрядных организаций».
2. ВХОДНОЙ КОНТРОЛЬ ИЗОЛЯЦИОННЫХ МАТЕРИАЛОВ2.1. Входной контроль изоляционных материалов производится:
- при поступлении материалов на склад;
- на строительной площадке непосредственно перед применением изоляционных материалов.
2.2. Контролируемые параметры, методика и периодичность входного контроля изоляционных материалов службами подрядчика, заказчика и технадзора указаны в прилагаемых табл. 1, 2.
2.3. Входной контроль изоляционных материалов, поступивших на склад ОАО МН производится комиссией, создаваемой приказом по ОАО МН и состоящей из представителя службы технического надзора ОАО МН, представителя подрядчика (или производителя работ из подразделения ОАО МН); представителя заказчика, представителя отдела материально-технического снабжения.
2.4. Отдел материально-технического снабжения оповещает службу технического надзора не менее чем за 5 дней до поступления материалов на склад. При оповещении указывается:
- место приема и складирования материалов;
- номенклатура, объем поставки с указанием завода-изготовителя.
2.5. Руководитель службы технического надзора назначает устным или письменным распоряжением лицо, ответственное за проведение входного контроля, готовит и издает приказ о создании комиссии по проведению входного контроля материалов, поступивших на склад.
2.6. Ответственное лицо службы технического надзора оповещает всех членов комиссии о дате проведения входного контроля и приемки изоляционных материалов.
2.7. Срок проведения входного контроля должен быть не более 10 суток со дня поступления материалов на склад.
2.8. После проведения входного контроля изоляционных материалов комиссия оформляет следующие приемочные документы в соответствие с РД 39-00147105-015-98:
- журнал входного контроля качества - форма 12;
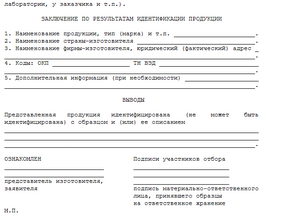
- акт о результатах проверки изделий - форма 31.
Документы оформляются за подписью всех членов комиссии.
2.9. Входной контроль, поступивших на склад изоляционных материалов, должен проводиться по параметрам, определенным:
- пунктами 1, 3, 4.1, 4.3, 4.4, 4.5, 5 табл. 1;
- и пунктами 1, 3, 5, 8 табл. 2.
2.10. Испытание мастичных материалов лабораторным способом по пунктам 4.3, 4.4, 4.5 производится в лабораториях подрядчика или в лаборатории сторонней организации по договору.
2.11. Входной контроль изоляционных материалов на строительной площадке перед их использованием организует представитель технического надзора, закрепленный за данным участком проведении работ и представитель подрядной организации (производителя работ из подразделений ОАО МН).
2.12. Представитель заказчика производит входной контроль изоляционных материалов на строительной площадке выборочно, при выездах на место работ, но не реже 1 раза в 10 дней. Представитель заказчика назначается приказом руководителя подразделения ОАО МН, в котором производятся ремонтно-строительные работы из числа лиц, ответственных за проверку качества изоляционных материалов, очистных и изоляционно-укладочных работ.
2.13. Входной контроль изоляционных материалов на строительной площадке проводится по параметрам, определенным:
- пунктами 2, 3, 3.1, 3.2, 4, 4.1, 4.2, 4.6, 5 табл. 1;
- пунктами 2, 3, 4, 5, 6, 7, 8 табл. 2.
2.14. После проведения входного контроля изоляционных материалов на строительной площадке комиссия оформляет следующие приемочные документы в соответствие с РД 39-00147105-015-98:
- журнал входного контроля качества - форма 12;
- журнал замечаний по ведению работ по капитальному ремонту (строительству) - форма 13.
Документы оформляются за подписями инженера технического надзора, подрядчика и, в случае проведения выборочного контроля заказчиком, представителем заказчика.
Контролируемые параметры битумных, битумно-полимерных и асмольных изоляционных материалов
Журнал входного контроля, - журнал замечаний, акт о результатах проверки изделий - по РД 39-0014711050015-98
3. ПРОВЕРКА УСЛОВИЙ ХРАНЕНИЯ И ТРАНСПОРТИРОВКИ ИЗОЛЯЦИОННЫХ МАТЕРИАЛОВ ПРИ ВХОДНОМ КОНТРОЛЕ3.1. Периодически 1 раз в месяц представителю технадзора и заказчика необходимо проверять условия хранения изоляционных материалов.
3.2. Изоляционные материалы на основе битумов хранят на специальных площадках, оборудованных настилом и навесом. Не допускается хранение и разделка битумных отливок перед загрузкой в котлы на земле.
3.3. Рулонные изоляционные, оберточные, армирующие материалы, грунтовки, растворители, пластификаторы следует хранить в закрытых складских помещениях.
3.4. Рулонные изоляционные материалы необходимо хранить в вертикальном положении. Количество рядов в высоту - в соответствии с требованиями ТУ или инструкций на применение.
3.5. Максимальная температура хранения:
- битумных мастик и полимерных лент не более 40 °С;
- битумно-полимерных и асмольно-полимерных лент не более 30 °С.
3.6. Срок хранения изоляционных материалов со дня изготовления:
- асмольно-полимерной ленты ЛИАМ - 6 месяцев;
- изоляционной ленты ДРЛ-Л по ТУ 2245-003 и оберточной ленты ПЭКОМ по ТУ 102284-86 - 2 года;
- остальных изоляционных материалов не более 1 года.
3.7. При доставке каждой партии изоляционных материалов к месту работ представителю технадзора и подрядчика необходимо произвести проверку условий транспортировки материалов.
3.8. Рулонные материалы необходимо растаривать (освобождать от упаковки) только непосредственно перед их использованием.
4. ПРИБОРНАЯ ОСНАЩЕННОСТЬ ПРИ ПРОВЕДЕНИИ ВХОДНОГО КОНТРОЛЯ ИЗОЛЯЦИОННЫХ МАТЕРИАЛОВ1. Вискозиметр - для контроля вязкости грунтовок.
2. Ареометр - для контроля плотности грунтовок.
3. Мерная линейка - для контроля ширины рулонов изоляционных лент.
4. Термометр - для контроля температуры окружающего воздуха.
5. Толщиномер изоляции МТ-10 НЦ, ИТД-10П.
6. Индикатор часового типа ИЧ10МД с ценой деления 0,01.
7. Часы механические.
8. Прибор для испытания на температуру размягчения по методу КИШ ГОСТ 11503.
9. Прибор для испытаний на растяжимость (дуктильность) по ГОСТ 11505.
5. ДОКУМЕНТЫ, РЕГЛАМЕНТИРУЮЩИЕ НОРМЫ ВХОДНОГО КОНТРОЛЯ ИЗОЛЯЦИОННЫХ МАТЕРИАЛОВ1. РД 39-00147105-015-98. Правила капитального ремонта магистральных нефтепроводов. - Уфа: ИПТЭР, 1998.
2. ГОСТ P51164-98. Трубопроводы стальные магистральные. Общие требования к защите от коррозии.
3. СНиП III-42-80 *. Магистральные трубопроводы / Минстрой России. - М. ГУП ЦПП, 1997.
4. ВСН 004-88. Строительство магистральных и промысловых трубопроводов. Технология и организация. - М. Миннефтегазстрой, 1989.
5. ВСН 008-88. Строительство магистральных и промысловых трубопроводов. Противокоррозионная и тепловая изоляция. - М. Миннефтегазстрой, 1989.
6. ВСН 012-88. Строительство магистральных и промысловых трубопроводов. Контроль качества и приемка работ. - М. Миннефтегазстрой, ВНИИСТ, 1989.
7. Технические условия и ГОСТы на применяемые материалы.
6. ВХОДНОЙ КОНТРОЛЬ СВАРОЧНЫХ МАТЕРИАЛОВЦель входного контроля сварочных материалов - проверка продукции поставщиков материалов, предназначенной для использования при строительстве, ремонте или эксплуатации объектов ОАО МН, на соответствие ее требованиям ГОСТов, СНиПов, ТУ, проектов и т.д.
Главная задача входного контроля сварочных материалов - недопущение поступления на объект не соответствующих требованиям нормативов и ТУ сварочных материалов, использование которых может привести к снижению уровня качества и эксплуатационных характеристик сооружаемых объектов; нарушениям условий безопасного проведения строительно-монтажных работ и контроля; отказам трубопроводов при испытаниях и эксплуатации; росту непроизводительных затрат.
Сварочные материалы, подлежащие входному контролю - штучные сварочные электроды, сварочная проволока, сварочный флюс.
6.1. Общие положенияСварочные материалы перед использованием должны быть проконтролированы:
- на наличие сертификата с проверкой полноты приведенных в нем данных и их соответствия требованиям стандарта, технических условий или паспорта на конкретные сварочные материалы;
- на наличие на каждом упаковочном месте (пачке, коробке, ящике мотке, бухте и пр.) соответствующих этикеток (ярлыков) или бирок с проверкой указанных в них данных;
- на отсутствие повреждений упаковок и самих материалов.
Применение сварочных материалов, на которые отсутствуют сертификаты, паспорта и другие документы, подтверждающие их качество, не допускается.
- входной контроль сварочных материалов проводится: при их поступлении на центральный склад ОАО МН, (РМУ, РСУ); при поступлении на монтажную площадку перед их применением;
- входной контроль сварочных материалов при их поступлении на центральный склад ОАО МН (РНУ, РСУ) - осуществляется комиссией входного контроля Заказчика с оформлением акта (Форма 12) в срок - до 10 календарных суток с момента их поступления на склад. Комиссия входного контроля Заказчика - назначается приказом по ОАО МН (РНУ, РСУ). В комиссию должны входить представители службы материально-технического снабжения ОАО МН (РНУ, РСУ), службы контроля качества (дефектоскопии). Оценка качества сварочных материалов проводится согласно операционных технологических карт контроля качества СЭ-1, СП-1, СФ-1 настоящего регламента. При поступлении сварочных материалов на участковый склад (монтажную площадку) входной контроль осуществляется перед их применением в срок до 5 календарных суток. Входной контроль проводят представители технадзора заказчика, представители подрядчика, представители заказчика (служба дефектоскопии) ОАО МН (РНУ, РСУ).
- по результатам входного контроля оформляются акты и делается запись в журнале (Формы 12 и 31 РД 39-00147105-015-98. Правила капитального ремонта магистральных нефтепроводов).
6.2. Электроды для ручной дуговой сваркиДля ручной дуговой сварки могут быть использованы электроды с основным или целлюлозным покрытием соответствующие требованиям ГОСТ 9466 и ГОСТ 9467, НТД и имеющие заключение специализированной организации (ВНИИСТа).
На складах сварочные электроды должны храниться отдельно по маркам, партиям и диаметрам в условиях, предохраняющих их от увлажнения и механических повреждений при температуре не ниже 150 °С, при этом относительная влажность не должна быть более 50 %. Электроды следует хранить в упаковке завода изготовителя на стеллажах или в штабеле. Высота укладки упаковок не должна превышать 5 рядов.
6.3. Контролируемые параметры сварочных электродов- Целостность упаковки сварочных материалов.
- Наличие сертификата на каждую партию электродов.
- Состояние внешней поверхности электродов
- Адгезия обмазки к электроду.
- Эксцентричность покрытия, геометрические параметры электродов, сварочно-технологические свойства электродов.
- Измеряют следующие обнаруженные дефекты: протяженность вмятин, волосяных трещин, участков сетчатого растрескивания на поверхности покрытия и оголенные участки стержни с погрешностью не более 1 мм (с помощью линейки) а также фиксируют наличие оголенных участков стержня, глубину рисок, вмятин, задиров, размеры пор на поверхности покрытия.
- Разность толщины покрытия определяется микрометром - с погрешностью не более 0,01 мм.
Контроль сварочных электродов следует проводить согласно операционной технологической карты СЭ-1.
При неудовлетворительных сварочно-технологических свойствах электроды следует повторно прокалить в соответствии с установленным режимом. Если после повторной прокалки технологические свойства электродов не удовлетворяют приведенным выше требованиям, то данную партию электродов использовать для сварки ответственных конструкций нельзя.
6.4. Сварочная проволокаДля автоматической и механизированной сварки под слоем флюса, а также для механизированной сварки в защитном газе/газовой смеси применяется сварочная проволока сплошного сечения по ГОСТ 2246. Сварочная проволока сплошного сечения должна храниться в сухих складских помещениях в упаковке завода-изготовителя. Каждая партия проволоки должна иметь сертификат с указанием завода-изготовителя, ее марки, диаметра, номера плавки и химического состава. К каждому мотку (бухте) проволоки должна быть прикреплена бирка с указанием завода-изготовителя, номера ее плавки, марки и диаметра проволоки по ГОСТ 2246.
Операционная карта контроля качества сварочных электродов СЭ-1
Состояние внешней поверхности электродов в соответствии с требованиями ГОСТ 9466: покрытие должно быть однородным, плотным, прочным; не допускаются наплывы, надрывы, вздутия, трещины и искривления. Допускаются: поры с максимальным наружным размером не более 1,5 толщины покрытия (но не более 2 мм) и глубиной не более 50 % толщины покрытия при условии, если на 100 мм длины электрода количество пор не превышает двух. Поверхностные продольные волосяные трещины и местные сетчатые растрескивания в суммарном количестве не более двух на электрод при протяженности каждой волосяной трещины или участка растрескивания не более 10 мм. На поверхности электродов допускаются отдельные продольные риски глубиной не более 25 % толщины покрытия, а также местные вмятины глубиной не более 50 % толщины покрытия - в количестве не более 4 при суммарной протяженности до 25 мм на одном электроде; две местные вмятины, расположенные с двух сторон от электрода в одном поперечном сечении, могут быть приняты за 1, если их суммарная глубина не превышает 25 % толщины покрытия, а их количество на одном электроде не более 2
Представитель комиссии по входному контролю ОАО МН (РНУ), технадзор заказчика, представитель Подрядчика
Выборочный (от каждой партии; 10-15 электродов из каждого упаковочного места)
Адгезия обмазки к электроду. Покрытие не должно разрушаться при падении электрода плашмя на гладкую стальную плиту с высоты: 1 м для электродов диаметром менее 4 мм; 0,5 м для электродов диаметром 4 мм и более. Допускаются частичные откалывания покрытия общей протяженностью до 5 % покрытой част электрода
Представитель комиссии по входному контролю ОАО МН (РНУ), технадзор заказчика, представитель Подрядчика
Выборочный (пять электродов от партии из разных упаковочных мест)
Инструментальный (микрометр, линейка)
Эксцентричность покрытия электродов.
Допускаемая эксцентричность не должна превышать следующих величин:
Дефектоскопист, технадзор заказчика, представитель Подрядчика
Выборочный (10 электродов от партии)
Одновременно следует установить отсутствие ржавчины на стержне электрода. Разность толщины покрытия необходимо определять в трех местах электрода, смещенных относительно друг друга на 50-100 мм по длине и на 120° по окружности. Места замеров следует выбирать таким образом, чтобы они приходились на центральную часть электрода, т.е. отступив с каждой стороны электрода (от контактной части и его торца) не менее чем на 50 мм
Сварочно-технологические свойства электродов ( ГОСТ 9466): проверяются выполнением сварки допускного технологического стыка дипломированным сварщиком; марка стали допускного стыка должна быть идентична той, для которых предусмотрено применение данной марки сварочных электродов легкость возбуждения и стабильность горения дуги: равномерность плавления электродов и правильность формирования валиков шва или наплавляемой поверхности; легкость удаления шлака; отсутствие на поверхности шва трещин, надрывов и пор в сварном шве. Сплошность стыкового шва трубного сварного образца с оценкой допустимости размеров и числа внутренних газовых пор и шлаковых включений Допустимые дефекты:
Аттестованный сварщик, дефектоскопист, технадзор заказчика, представитель подрядчика
Выборочный (от каждой партии электродов прошедших проверку)
Визуальный (в процессе сварки) Инструментальный (лупа 5-кратного увеличения) Радиографический ( ГОСТ 7512-82) или ультразвуковой ( ГОСТ 14782-86)
6.5. Контролируемые параметры сварочной проволоки- Соответствие применяемой проволоки для сварки ответственных конструкций требованиям ГОСТ 2246.
- Состояние внешней поверхности проволоки перед заправкой в сварочный аппарат. Поверхность должна быть чистой и гладкой. Не допускаются трещины, закаты, раковины, забоины, окалина, ржавчина, различные загрязнения.
- Обмер проволоки. Диаметр проволоки необходимо измерять с точностью до 0,01 мм; контроль овальности.
Сварочная проволока сплошного сечения в зависимости от марки проволоки изготавливается из стали, химический состав которой (по сертификату о качестве) должен находиться в пределах, приведенных в ГОСТ 2246-70.
- По виду поверхности низкоуглеродистая и легированная проволока подразделяется: на неомедненную, омедненную (О), со специальным антикоррозионным покрытием (А). Специальные требования к омеднению или специальному покрытию поверхности проволоки (включая суммарное содержание меди) устанавливается техническими условиями.
- Проволока с омедненной поверхностью или специальным покрытием должна поступать в шпулях прямоугольного сечения.
- Поверхность проволоки должна быть чистой и гладкой, без трещин, расслоений, пленок, закатов, раковин, забоин, окалины, ржавчины, масла и других загрязнений. На поверхности проволоки допускаются риски (в том числе затянутые), царапины, местная рябизна и отдельные вмятины. Глубина указанных дефектов не должна превышать предельного отклонения по диаметру проволоки. Предельные отклонения по диаметру для проволоки диаметром до 4 мм - 0,09 мм, диаметром 4 мм - 0,16 мм.
- Проволока поставляется партиями. Каждая партия должна состоять из проволоки одной марки, одной плавки одного диаметра, одного назначения и одного вида поверхности.
- Осмотру и обмеру должны подлежать все мотки (катушки, кассеты) проволоки.
- Диаметр проволоки измеряют микрометром с точностью до 0,01 мм в двух взаимно перпендикулярных направлениях в каждом сечении не менее чем в двух местах, на расстоянии не менее 5 м друг от друга.
- Контроль качества сварочной проволоки следует проводить согласно операционной карты СП-1.
Операционная карта контроля качества сварочной проволоки СП-1
6.6. Флюс для автоматической и механизированной сваркиДля автоматической и механизированной сварки под флюсом следует применять флюсы, соответствующие требованиям ГОСТ 9087 и НТД.
Сварочный флюс следует хранить в сухих складских помещениях в герметичной упаковке завода-изготовителя. На упаковке должны быть указаны завод-изготовитель, марка флюса, номер ГОСТа или технических условий, масса, номер партии. Каждая партия флюса должна иметь сертификат с указанием завода-изготовителя, марки флюса, номера партии и приемо-сдаточных характеристик (состав флюса, насыпная плотность, размер зерен).
6.7. Контролируемые параметры сварочных флюсов- Соответствие флюсов требованиям ГОСТ 9087.
- Однородность состава флюса. Не допускаются загрязнения флюса посторонними сыпучими и жидкими материалами.
- Гранулометрический состав флюса. Размеры зерен.
Плавленые флюсы по ГОСТ 9087 и ТУ должны иметь однородные зерна без включений инородных частиц (нерастворившихся частиц сырьевых материалов, угля, графита, кокса, стружки, металлических частиц). Не допускается наличие во флюсе любых инородных частиц. Флюсы принимают партиями. Партия должна состоять из флюса одной или нескольких плавок одной марки, усредненных для получения однородного состава и оформленных одним документом.
Контроль качества сварочного флюса следует проводить согласно операционной карты СФ-1.
От каждой партии флюса для проверки качества составляют выборку массой не менее 10 кг. При получении неудовлетворительных результатов по одному из показателей проводят повторные испытания на удвоенной выборке, взятой от той же партии.
6.8. Приборная оснащенность служб технического надзора ОАО МП для проведения входного контроля сварочных материалов- Измерительная линейка Л - 300 по ГОСТ 8.222.
- Емкость мерная (1. 5 дм 3 ).
- Штангенциркуль ЩЦ-1-125-0,1 с глубиномером (ГОСТ 166 -80).
- Лупа просмотровая асферическая с ручкой 5-х для просмотра деталей, мелких предметов.
- Лупа просмотровая с подсветкой 3,5-х.
- Набор радиусных шаблонов № 1 (R 1. 6 мм).
- Рулетка в закрытом корпусе самосвертывающаяся ЗПКЗ-1АНТ/1, ГОСТ 7502.
- Набор сит для определения гранулометрического состава флюса.
Операционная карта контроля качества сварочного флюса СФ-1
1. Общие положения. 2
2. Входной контроль изоляционных материалов. 2
3. Проверка условий хранения и транспортировки изоляционных материалов при входном контроле. 8
4. Приборная оснащенность при проведении входного контроля изоляционных материалов. 8
5. Документы, регламентирующие нормы входного контроля изоляционных материалов. 8
6. Входной контроль сварочных материалов. 9
6.1. Общие положения. 9
6.2. Электроды для ручной дуговой сварки. 9
6.3. Контролируемые параметры сварочных электродов. 10
6.4. Сварочная проволока. 10
6.5. Контролируемые параметры сварочной проволоки. 13
6.6. Флюс для автоматической и механизированной сварки. 14
6.7. Контролируемые параметры сварочных флюсов. 14
6.8. Приборная оснащенность служб технического надзора оао мп для проведения входного контроля сварочных материалов. 14