






 Рейтинг: 4.1/5.0 (1760 проголосовавших)
Рейтинг: 4.1/5.0 (1760 проголосовавших)Категория: Инструкции
Подробности Автор: Андрей Анатольевич
Швейные машины, 322 класса, списаные с воинских частей по конструкции и деталям, не чем не отличаются от представленной ниже машины. Только, вместо пром стола, у них ящик, зелёного цвета, с электро приводом, с ножной подачей, как на бытовых швейных машинах и с блоком подключения к аккамуляторам авто машины.
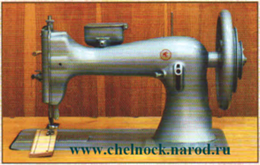
На фото 1, швейная машина 22 класса. П.М.З. Выпускалась с пром столом. Цифрами обозначены основные части машины:

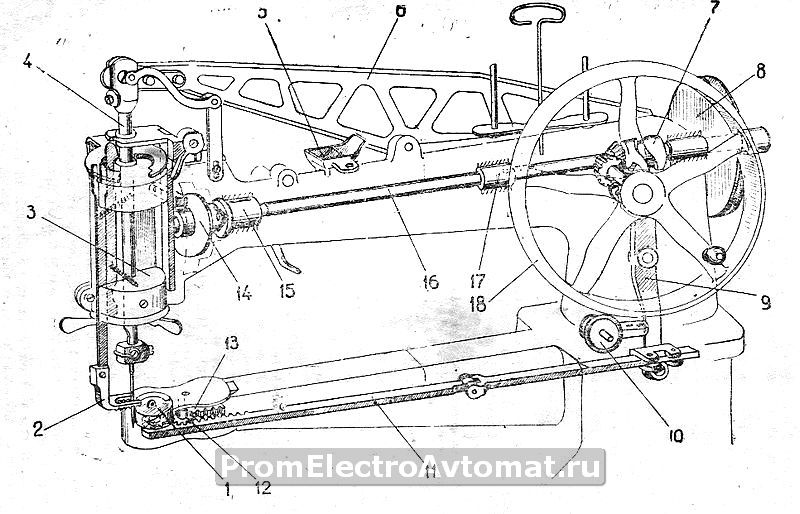
На фото 2, вид сзади, машина 22 класса.

На фото 2-1, цифрами показаны составляющие детали машины 22 класса:
Зелёным цветом, отмечены точки смазки. Маслом И-18 А или И-20 А. ( старое название веретённое масло).

Проверка работы машины, для диагностики:
Если игла, проткнув игольную пластину, во что-то упирается, значит сбит челнок. В таком случае, настройку начинаем с него. Затем дальше, будем проводить диагностику.
Выставка и настройка челнока:На фото 3, челнок от машины 1022 класса.
По посадочному месту, челноки разные, но рабочая часть одинакова.

На фото 3-1, игольная пластина с транспортёрной колодкой.
В отвестии прохождения иглы, в игольной пластине, необходимо снимать фаски, не снятые фаски - это обрыв нитей:

На фото 4, челнок 22 класса. У него три винтика, на посадочном месте, для крепления к валу челнока.

На фото 5, вид снизу, машины 22 класса:
Вал № 3, предназначен, для передачи движения, транспортёрной колодке, на прдвижение материала.

На фото 6: установочный палец 22 А класса.

На фото 7-1, эскиз, вертикального вала:

На фото 7 - 2, эскиз, вала челнока, размеры сняты, при разборке машины, штанген циркулем.

На фото 8, цифрой 1 показан верхний, картер - коробочка - в которой находятся шестерни.
Одна косозубая шестерня, установлена на главном валу, эскиз на фото 10, вторая на вертикальном фото 7-1.

На фото 8-1, механизм привода челнока.

Под маховым колесом находится доступ к верхнему картеру, вертикального вала. Нам нужно его вскрыть, для этого раскрутите на нём винтики. И он развалится на две одинаковые, половинки.
Главное не перебить! Иначе сбивать назад, будет сложнее! Перед затяжкой, проверяем в вёрнут ли тупой винтик, в шлиц вала!
Главное не перебить! Иначе сбивать назад, будет сложнее! Перед затяжкой проверяем в вёрнут ли тупой винтик, в шлиц вала!
Для понимания написаного, посмотрите - Фото 7-1; 7; 9; 10; 11; 12-1.
На фото 9, цифрами показаны детали машины:

На фото 10, нарисована шестерня, установленная на главном валу. И указаны её отличительные размеры. Д - внутрений диаметр, равен 14,7 мм. Смотри - фото 11.

На фото 11, эскиз, главного вала машины 22 класса.
Размеры сняты штангенциркулем, во время разборки машины. Вал не калёный. диаметр 14 мм это черновая обработка. Все остальные диаметры, шлифованые.

На фото 12-1, устройство челнока:

Переходим не посредственно к выставке челнока.( продолжение)
Для лучшего понимания материала, использую фотографии, от машины Веритас с челноком 22 класса!
Первое условие - по фото 12.По фото 14, вид на иглу с боку. Игла в нижней точке ноль. Верх отверстия вровень с низом подшпульника. Не спешите выставлять иглу! Эта выставка будет в пункте 18!
Контрольное положение, правильности установки, на фото 16. По этому фото, можно всегда, определить правильность установки челнока! Выступ пластины с "ласточкиным хвостом", вровень с кончиком иглы!
Выставка челнока окончена.
Первое условие - по фото 12.
На фото 13, игла, в нижней точке ноль, вид на челнок, с верху.

По фото 14, вид на иглу с боку, игла в положении, нижний ноль.

На фото 15, пересечение иглы, с носиком челнока.

На фото 15-1, пересечение иглы, с носиком челнока.
По фото видно, носик челнока отгибает - иглу. Во время шитья - игла прошедшая через материал, будет сломана - носиком челнока! Нужно отодвигать вал челнока, вместе с челноком от иглы. Зазор должен быть 0,1 мм!

Контрольное положение, правильности установки, на фото 16

На фото 17, хомут с винтом, фиксации игловодителя по вертикале.

На фото 17-1, изображон игловодитель с иглодержателем, 22 класса.

На фото 18, показаны зазоры:

На фото 19, показаны детали, механизма, управления длиной стежка.
Бывает так, что винт 2 ослабляется. Выставляется регулятор просто:

На фото 20, показаны детали, (механизм отрегулирован):

Винты зажал! Пробное шитьё, показало, что длина стежка регулируется. Строчка вперёд и назад получается. Длина стежка, на закрепке одинакова. Всё регулировка этого узла закончена.
На фото 21, показан вариант ремонта, ручки закрепки.

На фото 22, показан эскиз, эксцентриковой втулки. машины 22 класса.

На фото 23, игольная пластина, машины 22 класса.

На фото 24, регулятор длины стежка, он состоит из:

На фото 25, регулятор, натяжения верхней нити, в сборе.

На фото 26, подставка под катушки. Устанавливается на пром. стол. Размеры даны для изготовления и регулировке по высоте.

На фото 27, регулировка узла лапки.

На фото 28, показаны отверстия для ежедневной смазки маслом И-18 А или И-20 А. Смазка снаружи.
В отверстие под № 4 и 5, можно капать масло, только когда игла находится либо в нижней точке ноль, либо в верхней точке ноль! При других положениях масло попадёт в поддон машины!

На фото 29. Показаны точки смазки, со стороны фронтальной части.

На фото 30. Показаны точки смазки. Снизу платформы.

На фото 31. Показана точка смазки, челнока.
Эту точку, смазывать два раза в день утром перед началом работы и после работы. После смазки утром, прострочить на машине обрезки ткани, в течении 2 минут. Из челнока выйдут излишки масла. И прошиваемые изделия, не будут испачканы маслом.

0 #3 RE: 22 А класс и 322 класс - машина снятая с вооружения. — Андрей Анатольевич 26.07.2016 18:45
Цитирую Андрей Анатольевич:
Шиянов Роман
Андрей Анатольевич"]Здравствуйте, Андрей Анатольевич. Проверил вашу рекомендацию, прошелся еще раз по всем точкам настроек, все в норме, строчка прямая можно сказать идеальна на любом материале, закрепка теперь тоже стала лучше, немного поправил рейку-транспортер относительно иглы. Наверное все же нужно сделать скидку на возраст машины. -).
Андрей Анатольевич, ваш сайт в закладках моего браузера уже довольно давно, великолепный ресурс с огромным количеством знаний, с самого начала добавлен в исключения для блокировщика рекламы, назначение рекламы на сайте я хорошо понимаю и обязательно жму ссылки при прочтении статей. Я самоучка, швейная техника это хобби, а ваш сайт просто великолепный учебник. Спасибо вам огромное. Крепкого здоровья и успехов!
Будут сложности обращайтесь.
0 #2 RE: 22 А класс и 322 класс - машина снятая с вооружения. — Андрей Анатольевич 12.03.2016 05:18
Цитирую Алексей Пушкинский:
Здравствуйте. " Выставка челнока 22-й. К этой шестерне, надо подбить втулку с диаметром наружным 12 мм. с зазором в 0,1 мм.". Вопрос - если втулка "прикипела" к отливу машинки, что посоветуете, как её можно подбить без ущерба для механизма - стоит ли пользоваться растворителем(маслом), или нагреть отлив, или посильнее ударить? На моей - этот зазор достигает 0.3мм и имеется продольный люфт вала, и соответственно носик челнока цепляет иглу. Спасибо заранее, Алексей.
Здравствуйте Алексей!
Все перечисленные способы хороши! Но лучше сначала нагреть отлив, затем посильней ударить, затем растворитель + масло. Но сначала, попробуйте всё же WD - для авто.
0 #1 RE: 22 А класс и 322 класс - машина снятая с вооружения. — Андрей Анатольевич 07.01.2016 19:18
Здравствуйте, подскажите, пожалуйста, у нее нет устройства для наматывания шпульки, я правильно понимаю?
У этой машины, шпулемоталка, шла с пром. столом. Посмотрите Фото 21 и фото 22 - Вот ссылка:
Продам запчасти. Челноки. И Шпулемоталки











Вот фото тапок офицерское сукно в 2 слоя .пятка загиб в 4 слоя .На пятке задник кожа .пришита 51 кл за такие деньги берите не раздумывая.
В машине имеется 3 вала два горизонтальных и один вертикальный .Ременной передачи в 1022 нет в военной не должно просто быть .шестерни закрыты кожухам и набиты солидолом .фото отдельно самих шестерен только с 22 кл .Машина может быть настроена на очень тонкий материал и также на очень толстый .Можно настроить средне.Иголки на 170 поставить можно .Как я писал мои самые любимые на 130
Прикрепленные изображенияЮрий79 Отправлено 31 January 2013 - 19:23
Как я писал мои самые любимые на 130
Вот фото тапок офицерское сукно в 2 слоя .пятка загиб в 4 слоя
это пошито на 22классе?
почему то мне по отзывам хочется 323 аналог 22класса, но купит возможности нет((
http://www.doski.ru/. m-msg416838.htm
1022класс возможностями не отличаются от 22
Ну там качество машины, деталей, настройка?
Сообщение отредактировал mak makov: 31 January 2013 - 19:59
Устюжанин Виталий Отправлено 31 January 2013 - 20:13
Имею 4 машины 22кл 1022 кл 16кл зингер сапожную и зингер с " пулей" все шьют вплодь до фанеры там гдето есть фото 1022 от 22 отличается в первую очередь дизайном .Более компактное приспособление для намотки шпули .Имеется резервуар под масло и часть узлов как бы смазывается самотеком сама ,но все равно часть механизьмов нужно смазывать с масленки .По маслу тут были дебаты .Но так как она придумана в СССР то масло шло простое .Наворотов тогда и на Жигулях не было Конечно 22 кл найти новую не реально только может в какой шараге шили 2 метра в день.Для того чтобы шить дома штаны рюкзаки палатки и прочее можно брать спокойно 1022 кл .ломается при помощи молока а замене подлежат некоторые детали и то редко и они в природе есть .С уважением
krokodil Отправлено 31 January 2013 - 20:21
Давно искал не совсем убитую машину 23-го класса, и вот, наконец, свершилось. Купил почти новую (по виду) машину. Из всех недостатков внешним осмотром был выявлен только один - несколько ржавых пятен на игольной пластине:
В остальном машина выглядела как новая. Несколько шайб, зажатых под регулятор длины стежка меня не смутили, так что я их даже не сфотографировал. В целом машина выглядела так:
Ни потертостей на игольной пластине, ни недостатков зубчатой рейки, ни даже видимых пропилов от нитки выявлено не было.
Сообщение отредактировал Babbitt: 18 April 2013 - 16:28
Babbitt Отправлено 18 April 2013 - 16:20
Однако не все так просто. Уже принеся машину в мастерскую, я её попробовал и убедился, что машина очень нестабильно держит стежок. Один стежок 3 мм, следующий - 8 мм, потом 5, и так в разнобой подряд вся строчка. Я отвинтил и выбросил лишние шайбы из под регулятора длины стежка и попробовал шить. Машина вообще встала. То есть механизм работал, рейка поднималась и опускалась, но ткань не двигала. Полез смотреть. И не сразу, но нашел. Открыв заднюю крышку на рукаве машины увидел такую картину:
Вроде все нормально. Но последовательное отключение механизмов привело меня опять сюда, неисправность находилась где-то в этом узле. И только осмотр с помощью стоматологического зеркальца помог выявить проблему. Оказывается был сточен на несколько миллиметров (до 5!) эксцентрик привода двигателя ткани, расположенный на главном валу! Как удалось бывшим хозяевам так его сточить - я не понял до сих пор. Самое удивительное, что вилка не пострадала.
При снятой вилке эксцентрик выглядит так:
То есть вот это красное - один сплошной пропил на глубину несколько миллиметров!
Сообщение отредактировал Babbitt: 18 April 2013 - 16:29
Babbitt Отправлено 18 April 2013 - 16:23
Сегодня был приобретен новый эксцентрик. Выглядит он вот так:
И начата разборка машины. В данный момент процесс выглядит так:
На очереди - демонтаж главного вала, смена эксцентрика, и установка вала на место.
Сообщение отредактировал Babbitt: 18 April 2013 - 16:26
Babbitt Отправлено 18 April 2013 - 18:50
Машина разобрана, главный вал снят:
И проблемная деталь в сравнении с новой такой же:
Babbitt Отправлено 18 April 2013 - 19:19
Курай. эта машина была армейской, стояла в ящике. К сожалению, ящик был разукомплектован, снят ножной привод, а то было бы интересно на такой машине ногами пошить. Там маховик в оригинале стоял очень серьезный, не такой, как на 322 классе. К 23-му классу я подбирался очень давно, так что у меня для неё и стол специально припасен :о). Но там тоже кой-чего доделать надо, пока не знаю как. Буду освещать, так сказать :о).
Поздравлять пока рано, ещё не совсем ясно, как машина заработает.
Сообщение отредактировал Ртуть: 31 March 2014 - 21:30
PVI Отправлено 18 April 2013 - 20:31
Открыв заднюю крышку на рукаве машины увидел такую картину:
Такая картина - очень часто втречается в бытовых Подолках из за отсутствия смазки. Желательно пока машинка разобрана, проверить и остальные трущиеся узлы.
Babbitt Отправлено 18 April 2013 - 20:41
PVI. да, я проверил все остальные соединения и шарниры, и ничего подобного больше не обнаружил. Более того, если бы не этот эксцентрик, я бы вообще подумал, что машиной не пользовались. То есть только один такой узел. Остальные узлы смазаны, и выглядят практически как новые. Ещё интересный момент - именно над этим узлом в корпусе машины есть отверстие для смазки. Но именно это отверстие на данной машине было забито сгустком краски. Возможно по этой причине, этот узел не смазывался. Но опять же - почему не была стесана вилка? Там металл какой-то другой?
Я почему так серьезно пытаюсь разобраться в причинах - не хотелось бы повторения подобного, ни на этой, ни на других машинах.
Сообщение отредактировал Babbitt: 18 April 2013 - 20:42
Babbitt Отправлено 18 April 2013 - 20:51
И ещё. В работе мне очень помогла вот эта тема:
И комментарии от Мастера-М и aky1050. За что им обоим большое спасибо!
Сообщение отредактировал Babbitt: 18 April 2013 - 20:53
Отправлено 28 Февраль 2012 - 22:50
Доброго всем времени суток!
Некоторое время назад я начал заниматься изготовлением кожаных доспехов. Раньше шил все в ручную. Шило, сшивной станок, две иглы, вощеная нить и поехали. Сейчас обленился и стал думать как механизировать этот процесс. Планируется сшивать два слоя чепрака по 4 мм.
Почитал форум и как я понял мне подойдет или швейная машинка "версаль" или армейская швейная машинка 378 класса.
Посоветуйте пожалуйста что оптимальней в плане цена/качество?
P.S. Я на форуме новенький, поэтому если что не так, извините, я исправлюсь.
 luckylike
luckylike 

мастер по ремонту обуви




Отправлено 29 Февраль 2012 - 01:03
Версаль не возьмёт два слоя чепрака,максимум что пробывал на ней сшивать,так это трос буксировочный около 4-5 мм,и то с большим трудом
Саня
Отправлено 05 Март 2012 - 05:54
DOGER, спасибо за предложение) но по ссылке заявленная толщина прошива еще меньше чем в ПШМ-378(
Yurina,Стас 23 машинка хорошая, но мне надо чтобы машинка была или рукавная или колодковая. прошивать уже вытянутые части доспеха на 23 неудобно будет(
jerdev-viktor, мне надо) я в первом сообщении написал что мне нужно прошивать два слоя чепрака, т.к. я делаю кожаные доспехи.
Нашел распродажу с армейских складов. обещали завтра к вечеру уточнить цену. вроде у них там законсервированая ПШМ-378 есть. Никто не знает как расконсервация этих машинок проводится?
DOGER

Репутация: 1 479
Повелитель сапожного искусства
Отправлено 05 Март 2012 - 06:08
снимается консервационная бумага и смывается смазка. потом смазывается (там много дырочек для того). потом настраивай.
распродажа с армейских складов - главный менеджер прапоршик Меняйло )))
Ликбез веду.
скайп - masterdoger
вконтакте - vk.com/id27816864
ciora
Отправлено 23 Январь 2013 - 14:21
Здравствуйте уважаемые форумчане!!!! Помогите пожалуйста советом. На горизонте маячит прекрасная перспектива покупки швейной машинки для работы с тяжелыми материалами(кожа. войлок, плотные ткани). Давнишная страсть к сумкам, которая с годами только усиливается. Хочу шить. Интересуют рукавные и колонковы машинки. Долго смотрела все в инете, прочитала ваш форум. Есть вопросы. Очень хочется получить ответы от профи, которые работают на таких машинках.
1. Какие преимущества и недостатки в прошивании труднодоступных мест у колонковых и рукавных машинках, если вот сранивать их. Как насчет маневров при прокладывании строчки (вправо. влево, назад). Т.е. можно ли менять направление строчки на таких машинках?
2. Если модель без прижимного ролика, можно ли установить его потом?
3. Если модель с стандартным челноком, можно ли потом поменять челнок на увеличенный?
4. По поводу сервомотора--- можно ли с таким мотором работать в квартире (чтоб соседей не беспокоить). И еще ---мне важен момент скорости прокладывания стежка.Иногда нужно чтоб на каком-то участке изделия скорость шитья была минимальной(сопоставимой с ручным шитьем).
5. И как ведут себя эти машинки при прошивании утолщенных мест ---места крепления ручек, накладывания нескольких слоев прошиваемого материала и пр.(пробуксовка и вследствии этого измельчение стежка).
Пока муж не передумал. хочу купить машинку. С моделью определюсь на месте, Но вот какую колонковую или рукавную?
ваха
Скоро будет толк
Отправлено 23 Январь 2013 - 21:18
всем привет. ни мог пропустить эту тему так как очень близка (производство рабочей обуви ну и со всеми вытекающими. ) Военная подойдет но скорости нет так в поле подлотаться, а остольные модели описанные выше нет при таких толщинах и скорости иглы нагреваются и синеют, ломаются, гнутся при первых десяти см. нужна мошина у которой игла с толстой колбой № начиная 170- 230. Есть китайская клас уточню завтра. Советская плоская тяжолого типа с роликом или лапкой, на ее же базе есть колонковая класс уточню потом. все они шьют только вперед, а ни как версаль. Ну и кобыла с шагающими лапкоми вот она имеет реверс для закрепок. По поводу звука примерно работают чуть тише максима пулемета и швей своих зову пулеметчицы, после 4-х часов работы в цеху наблюдается сизый дым это все трение иглы и товара (чепрак, кирза, юфть, хром, шорноседельная юфть, плюс в челнок кладется немного салидола чтобы шпулька не вылетала, а значит и он тоже горит. фото колонка есть в моей теме куплю колонок тяжолого класса, даже нашлась но где я и где она 5 или 4 тысячи км не судьба, а машина хорошая. Может не правельно сформулировал ответ извеняйте.
ciora
Отправлено 24 Январь 2013 - 23:49
Всем добрый вечер! Ваха спасибо вам за отклик. Ну сегодня купила машинку. GOLDEN WHEEL рукавную. Которая с шагающей лапкой и с реверсом. Мастера ребята собрали и настроили. У них конечно все красиво получалось. Я раньше дело с такой техникой не имела. Размер конечно внушительный для квартиры в которой живешь. Но это вопрос второстепенный. Сама еще не разобралась с машинкой. Подготовлю выкройки будущей сумки, сошью тогда более предметно напишу про ее поведение(машинки). Надо пока разобраться с иглами, нитками, и самое главное--- с ровными аккуратными строчками. Если кому-то интересно будет, отпишусь. Но предупреждааю. В прошлом опыт использования только бытовой машинки. Поэтому оценка машинки может быть субъективной.
ciora
Отправлено 05 Февраль 2013 - 16:00
Добрый день всем! Извините. Я зашилась. Я уже перебралась к сумочникам. По поводу машинки GOLDEN WHEEL рукавную - маркировка CS-335U. Краткая характеристика
--длина стежка-5.5мм
--высота подъема лапки--10мм( там на полу педаль, которая вместе со столом идет в комплекте, так вот когда на нее нажимаешь, то лапка еще выше поднимается, но мне и этого достаточно--шила войлок с кожей, там как раз толщина где-то 1см)
--- диаметр платформы рукавной-46 мм ( Челнок стандартный, вот его диаметра мне как раз не хватает-- часто приходится заправлять катушку. Но с другой стороны увеличенный челнок-значит диаметр платформы должен быть больше, а это не всегда удобно, маневренность ухудшается. Поэтому при покупке машинки надо было сразу катушечек количеством поболее брать. чтоб не прерываться в работе).
--максимальная скорость шитья до 2500 стежков в мин. Но я не знаю даже каково это, так как мне нужно почти всегда чтоб она медлено шлепала (унисонное продвижение материала, тройной транспортер). Вот тут подробнее остановлюсь. Машинка с сервомотором(не знаю правильно ли написала). Руки свободны.Шума нет ни-ка-ко-го. Скорость движения всей этой процессии (лапа, иголка ,транспортер)регулируется, но у меня стоит на минимуме. Ногу с педали убираешь--- все тут же останавливается.
И самое главное---ровня строчка всегда, участки где резко возрастает кол-во слоев, лапка переваливается не захлебываясь.
Ну вот ,весь этот восторг натурального новичка, так как до этого в арсенале--- руки и бытовая машинка.
420az09

Отправлено 24 Сентябрь 2013 - 15:13
Здравствуйте! Шью сумки на ретровом товарище Зингере на станине с ручным приводом и педалью. Понимаю, что возможностей его уже маловато - не берет три слоя жирной кожи, материал(хоть и проклеиваю предварительно каучуковым клеем вместо наметки)смещается относительно друг друга, длина стежков минимизируется. Несколько дней пытаюсь выбрать для себя оптимальный агрегат. В перспективе хочу заняться мебелью из кожи и перетяжкой салонов авто, ну и сложные сумки попробовать делать, может быть и обувь. Я недавно распорола свои любимые, но уже умершие полусапожки и сшила аналогичные, посадила на ту же неубиваемую подошву ПУ.
Рассматриваю варианты с тройным или двойным продвижением материала. Получается, что брать надо машину колонкового типа или рукавного или с плоской платформой. Я так понимаю, что машины с плоской платформой - это более мощная альтернатива моему антиквариатному Зингеру. Конечно, тройное продвижение решает многие мои проблемы - не будет смещения, но как же залезать в труднодоступные места? Соответственно, мне нужно рассматривать колонковую или рукавную. Тут нарисовывается проблема размещения материала, так как на рукавной или колонковой его нужно будет держать в руках, а это с моими сумками (зачастую приличных размеров) проблематично.
Говорят, что добиться ровной строчки (прямой) на них тоже затруднительно(я имею ввиду длину строчки около 70 см и более). Опять же, видела, что придумывают к колонковым и рукавным машинам столы (платформы), чтобы получить от них (когда то требуется) машину с плоской платформой. Насколько это практично, на чем остановить свой выбор?
Понимаю, что должна быть и колонковая и рукавная и с плоской платформой. А стоит все эти девайсы не по 3 копейки( Так, что жду от Вас, опытных мастеров своих дел, дельных советов.
И еще вопрос- есть машины с двойными иглами, есть с одинарными. Очень нравятся строчки, которые получают с помощью двойной иглы. Есть ли возможность на машинах с двойной иглой заменять ее на одинарную?
DOGER
Репутация: 1 479
Повелитель сапожного искусства
Отправлено 24 Сентябрь 2013 - 18:42
для галантереи прекрасно подходит рукавка. Ищи машинку с тройным продвижением. Двойная игла тяжко идёт в поворот. Двойной шов прекрасно шьётся одной иглой (придёт с небольшим опытом). Двухигольная машинка шьёт одной иглой (просто не ставишь вторую). Вот только зачем тебе двухигольня? Сложная, потребляет больше энергии, шумней, дороже и сложней в настройке. Была у меня минерва двухигольная (новая колонка). Сменял на подольскую одноигольную бэушнюю.
Ликбез веду.
скайп - masterdoger
вконтакте - vk.com/id27816864
420az09
Отправлено 24 Сентябрь 2013 - 21:27
Владимир, спасибо за ответ, не в первый раз уже меня выручаете. Я уже поняла, что нужно тройное продвижение материала, сервопривод, увеличенный челнок и кедерная лапка)
А не могли бы Вы перечислить минусы колонковой машины? Почему мне будет удобнее рукавная?
DOGER
Репутация: 1 479
Повелитель сапожного искусства
Отправлено 25 Сентябрь 2013 - 01:29
Жил в Тольятти, имел цех. были все (основныетипы) машин. Занимался пошивом всего. Кофры и портфели шились на рукавке в 80% случаях. изредка (5%) была работа именно для колонки. остальные 15 отшивались на столе. Но имея ещё рукавку (была минерва обувная). короче: хорошо иметь все машинки, но для начала рукавка с тройным продвижением - лучший выбор для пошива галантереи.
пс. на рукавке оч удобно сшивать детали сумок, проворачивая их относительно оси рукава.
Ликбез веду.
скайп - masterdoger
вконтакте - vk.com/id27816864
420az09
Отправлено 01 Октябрь 2013 - 02:06
Владимир, здравствуйте! Остановилась на машине рукавного типа. Существует два варианта. есть продвигающая рейка + транспортирующее колесо + отклоняющаяся игла, а есть второй вариант - Продвигающая рейка + шагающая лапка + отклоняющаяся игла. Если я правильно поняла, это все возможные варианты унисонного (тройного) продвижения. Или я ошибаюсь? У меня вопрос: какой вариант тройного продвижения мне будет более удобным? Нельзя менять шагающую лапу на ролик (думаю, вопрос этот из разряда пожеланий Дедушке Морозу. )?
И еще нашла занимательное видео по разным типам промышленных машин "в деле"
DOGER
Репутация: 1 479
Повелитель сапожного искусства
Отправлено 01 Октябрь 2013 - 13:03
я работал на "шагайке". Колеса у меня не было, поэтому ничего пояснить не могу.
Ликбез веду.
скайп - masterdoger
вконтакте - vk.com/id27816864