








 Рейтинг: 4.1/5.0 (1577 проголосовавших)
Рейтинг: 4.1/5.0 (1577 проголосовавших)Категория: Бланки/Образцы

Стандартные образцы предприятия (СОП) с плоскими угловыми отражателями (зарубками) применяют для настройки длительности развертки и чувствительности дефектоскопов при контроле наклонными совмещенными преобразователями листовых и трубных изделий.
Все образцы изготавливаются в соответстии с ГОСТ 14782-86 "Контроль неразрушающий.Соединения сварные. Методы ультразвуковые." по следующим нормативным документам:
• РД 34.17.302-97(ОП-501 ЦД-97) "Котлы паровые и водогрейные.Трубопроводы пара и горячей воды,сосуды.Сварные соединения. Контроль качества.Ультразвуковой контроль.Основные положения."
• РД РОСЭК-001-96 "Машины грузоподъемные.Конструкции металлические.Контроль ультразвуковой.Основные положения."
• СТО 00220256-005-2005 "Швы стыковых,угловых и тавровых сварных соединений сосудов и аппаратов,работающих под давлением. Методика ультразвукового контроля."
• СНиП 3.03.01-87 "Несущие и ограждающие конструкции."
• ВСН 012-88 "Строительство магистральных и промысловых трубопроводов.Контроль качества и приемка работ.Часть1."
• ПБ 03-585-03 "Правила устройства и безопасной эксплуатации технологических трубопроводов."
• КТН 046-1-05 "Неразрушающий контроль сварных соединений при строительстве и ремонте магистральных нефтепроводов."
• СТО Газпром-2006 "Инструкция по неразрушающим методам контроля качества сварных соединений при строительстве и ремонте промысловых и магистральных газопроводов."
• РДИ 38.108016-94 "Инструкция по УЗК сварных соединений технологического оборудования."
• РД 153-34.1-003-01 "Сварка,термообработка и контроль трубных систем котлов и трубопроводов при монтаже и ремонте энергетического оборудования."
и другим стандартам.
СОП с зарубками имеют три варианта исполнения:
• плоский (для контроля плоских изделий и труб больших диаметров)
• трубный стыковой (для контроля поперечных стыковых швов труб)
• трубный продольный (для контроля продольных стыковых швов и гибов труб)
Плоские СОП изготавливаются с 1 или 2 зарубками.


















Стандартный образец СО-2 применяют при контроле ультразвуковым дефектоскопом изделий из малоуглеродистой и низколегированной сталей для определения: условной чувствительности, мертвой зоны, погрешности глубиномера, угла ввода луча, ширины основного лепестка диаграммы направленности, импульсного коэффициента преобразования, предельной чувствительности.
Стандартный образец СО-3 применяют для определения точки выхода ультразвукового луча и стрелы преобразователя ультразвукового дефектоскопа. Может применяться для определения времени распространения ультразвуковых колебаний в призме преобразователя.
Изготавливается из стали марки 20по или из стали марки 3 по 3 ГОСТ 14637-89.
Стандартный образец V1 используется для определениz точки выхода УЗК и стрелы наклонного преобразователя, определения угла ввода наклонного преобразователя, настройки глубиномера дефектоскопа для поперечных волн и проверки линейности развертки, проверки «мертвой» зоны прямых или раздельно-совмещенных преобразователей, для задание условной чувствительности дефектоскопа с использованием прямых и наклонных преобразователей.
Образец V1 выполнен в соответствии с требованиями международных стандартов EN 12223, ISO2400-1972.
Стандартный (калибровочный) образец V2 используется для настройки малогабаритных и миниатюрных преобразователей. По сравнению с калибровочным образцом V1 образец V2 имеет малый вес и габариты, однако из-за меньшего диапазона не предназначен для полной настройки ультразвуковых дефектоскопов.
Калибровочный образец V2 используется для:
- настройки длительности развертки (диапазона контроля) при работе с прямым пьезоэлектрическим преобразователем;
- настройки длительности развертки при работе с наклонным преобразователем;
- определения точки «0» выхода ультразвуковых колебаний и стрелы наклонного преобразователя;
- определения угла ввода наклонного преобразователя;
- настройки чувствительности дефектоскопа с прямым преобразователем;
- настройки чувствительности дефектоскопа при работе с наклонным ПЭП.
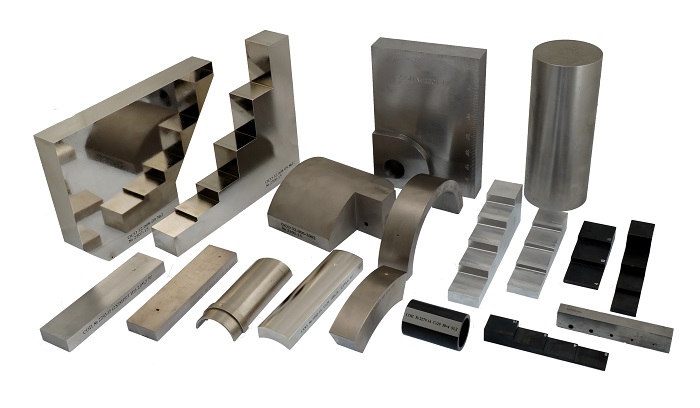
Плоские стандартные образцы предприятия (СОПы) с плоскими угловыми отражателями (зарубками).
Изготавливаются в соответствии с НТД в соответствующих областях промышленности.
Каждый образец имеет паспорт и сертификат калибровки, срок действия сертификата – 3 года.
Возможно изготовление СОПов из материалов, аналогичных материалам контролируемых изделий.
Комплект поставки:СОП, паспорт, свидетельство о метрологической аттестации.
Трубные стандартные образцы предприятия с плоскими угловыми отражателями (зарубками).
Изготавливаются в соответствии с НТД в соответствующих областях промышленности.
Каждый образец имеет паспорт и сертификат калибровки, срок действия сертификата – 3 года.
Возможно изготовление СОПов из материалов, аналогичных материалам контролируемых изделий.
Комплект поставки:СОП, паспорт, свидетельство о метрологической аттестации.
Стандартный образец для ультразвуковой толщинометрии (СОП «ступенька»). Предназначен для настройки УЗ-толщиномера.
Стандартный образец может быть изготовлен из стали марки ст 20, других металлов или сплавов, в соответствии с требованием заказчика.
Комплект поставки:СОП, паспорт, свидетельство о метрологической аттестации.
Контрольные образцы для определения характеристик преобразователей при контроле объектов атомной энергетики.
В комплект контрольных образцов по ПНАЭ Г-7-014-89 УЗК входят образцы для определения:
- глубины фокуса прямых раздельно-совмещенных преобразователей,
- лучевой разрешающей способности прямых преобразователей,
- лучевой разрешающей способности прямых РС-преобразователей,
- отклонения акустической оси прямых и наклонных преобразователей.
Комплект поставки:СОП, паспорт, свидетельство о метрологической аттестации.
Комплекты учебных образцов для обучения и экзамена.
Наборы состоят их четырех образцов, в каждом из которых имеется один или несколько характерных дефектов (трещины, поры, непровары, шлаковые и вольфрамовые включения).
На каждый образец разработан паспорт, в котором имеется заключение эксперта III уровня, являющееся базовым при оценке практического экзамена.
В комплект документов входят незаполненные бланки для составления кандидатом технологической карты, дефектограммы, заключения по контролю.
Стандартные образцы СО-2 и СО-3 по ГОСТ 14782
Комплект поставки: СОП, свидетельство о метрологической аттестации.
Стандартные образцы предприятия (СОП) с плоскими угловыми отражателями (зарубками) в трёх вариантах исполнения:
- для контроля плоских изделий и труб больших диаметров;
- для контроля поперечных стыковых швов труб;
- для контроля продольных стыковых швов.
Комплект поставки: СОП, свидетельство о метрологической аттестации.
Copyright MyCorp © 2016
ОСО - отраслевые стандартные образцы. СОП - стандартные образца предприятия.
ОСО, СОП, калибровочные блоки для ультразвукового контроля предназначены для настройки параметров ультразвукового дефектоскопа перед проведением неразрушающего контроля изделий. Образцы содержат контрольные отражатели - угловые, плоскодонные, цилиндрические и т.д. По эхосигналам от них устанавливается предельная чувствительность дефектоскопа, зона контроля (АСД), проводится настройка временной регулировки чувствительности (ВРЧ).
Изготавливаются СОП под заказ по инструкциям ультразвукового контроля из пластмасс и различных металлов: малоуглеродитые стали, нержавеющие стали, сплавы титана, алюминия и др.
При изготовлении СОП из малоуглеродистых сталей, наносится антикоррозионное покрытие. которое увеличивает срок эксплуатации в 8-12 раз.
СОП поставляются с паспортами, в которых указывается их характеристики и область применения.
Согласно ГОСТ 8.315-97 стандартные образцы предприятия (СОП) не входят в сферу контроля и надзора Федерального агентства по техническому регулированию и метрологии Российской Федерации (Росстандарт России). В связи с этим подтверждение метрологических характеристик СОП в органах Ростехрегулирования может проводиться исключительно на добровольной основе. ООО «ИЦ Физприбор» производит калибровку СОП в своей метрологической службе.
Новости 20.08.2016Приглашаем специалистов по УЗК на
выставку "Дефектоскопия" в г.Екатеринбург 06-08 сентября 2016г.
28.04.16
Выпущена пилотная версия новой программы "Виртуальный дефектоскоп УД9812".
01.04.2016Стандартные образцы предназначены для обеспечения достоверности и единообразия при проведении ультразвукового контроля на предприятии, как при серийном выпуске продукции, так и при отработке технологий производства.
Все стандартные образцы ультразвукового контроля подразделяются на государственные — ГСО, отраслевые — ОСО и стандартные образцы предприятий СОП. Стандартные образцы в ультразвуковой дефектоскопии и толщинометрии предназначены для определения скорости распространения ультразвука (м/с), затухания ультразвука (дБ) или коэффициента затухания (дБ/см), эффективной площади дефекта (мм 2 ), эффективной толщины материала (мм).
Достоверность, единообразие ультразвукового контроля, зависит от правильности выбора, достоверности и единообразия опорных сигналов от искусственных отражателей, изготавливаемых в стандартных ультразвуковых образцах, которые выполняют функцию мер физических величин скорости распространения ультразвука, затухания ультразвука и эффективной (отражающей ультразвук) площади искусственных дефектов.
ГСО . Государственные стандартные образцы предназначены для хранения и передачи единиц измерения скорости распространения ультразвука, затухания ультразвука, эффективной толщины и эффективной площади ультразвуковых отражателей отраслевым стандартным образцам, ультразвуковым дефектоскопам и толщиномерам.
ОСО. Предназначены для измерения параметров ультразвуковых импульсных дефектоскопов (чувствительности и погрешности измерения координат), получения опорного сигнала от цилиндрических отражателей при аттестации и поверке стандартных образцов предприятий.
СОП. При ультразвуковом контроле конкретных материалов, изделий и соединений, опорные сигналы для настройки ультразвуковых импульсных дефектоскопов, как правило, получают от искусственных отражателей в стандартных образцах предприятий, изготавливаемых из материалов близких по своим акустическим характеристикам (скорости распространения и коэффициенту затухания).
Стандартные образцы для толщинометрии. Предназначены для оперативного контроля
Каталог продукции!Получите оригинальный каталог выпускаемой нами продукции.
Наша компания Помощь

Предназначены для настройки и проверки основных параметров ультразвукового контроля оборудования, технических устройств, трубопроводов, зданий, сооружений и их элементов.
Образцы изготавливаются в соответствии с требованиями нормативной документации (ГОСТ 14782-86, РД 34.17.302-97 (ОП 501 ЦД-97), СТО 00220256-005-2005, РД РОСЭК – 001-96, ВСН 012-88, И 23 СД-80 (РД 34.17.418), СНиП 3.03.01-87 и.т.д.) на ультразвуковую дефектоскопию оборудования, подконтрольного Госгортехнадзору России:
Возможно изготовление образцов применительно к любым другим объектам как подконтрольным Госгортехнадзору России, Госатомнадзору России, так и не подконтрольным им.
На торцевой поверхности образца наноситься маркировка. В целях единообразия для маркировки используется кодировка, разработанная Российской экспертной компанией по объектам повышенной опасности. На образцы выдается паспорт и свидетельство о метрологической аттестации.
Основание для проведения работ по изготовлению и аттестации образцов: Письмо Госгортехнадзора РФ (№12-24/1223 от 07.12.2001 г.)
Наличие аттестационных образцов является обязательным требованием при аттестации лабораторий по неразрушающим методам контроля в системе Госгортехнадзора РФ.
© 2016 Эксперт-Центр.
Все права защищены.
Стандартные образцы для ультразвукового контроля - для максимальной достоверности и единообразия на каком-либо предприятии при осуществлении ультразвукового контроля серийного выпуска продукции или отработки технологий производства используются стандартные образцы.
Как известно, все образцы для ультразвукового контроля делятся на государственные (ГСО ), отраслевые (ОСО ) и стандартные образцы предприятий СОП. Нужно сказать, что в ультразвуковой дефектоскопии и толщинометрии такие образцы способны определять следующие параметры: скорость распространения ультразвука (м/с), скорость затухания ультразвука (дБ) или эффективную площадь дефекта (мм2), коэффициента затухания (дБ/см), эффективную толщину материала (мм).
Точность ультразвукового контроля зависит от выбранных опорных сигналов от искусственных отражателей, которые изготавливаются в стандартных ультразвуковых образцах. Эти образцы выполняют функцию мер физических величин: скорости распространения и затухания ультразвука, эффективной площади искусственных дефектов, отражающей ультразвук.
Государственные образцы хранят и передают единицы измерения скорости распространения и затухания ультразвука, эффективной толщины и площади ультразвуковых отражателей отраслевым образцам, а также различным ультразвуковым дефектоскопам и толщиномерам.
Отраслевые образцы измеряют параметры различных ультразвуковых импульсных дефектоскопов (например, погрешность и чувствительность измерения координат), получают опорный сигнал от цилиндрических отражателей в ходе аттестации и проверки образцов предприятий.
Образцы предприятий при ультразвуковом контроле определенных материалов, изделий и соединений получают необходимые опорные сигналы от искусственных отражателей, которые изготавливаются из материалов, схожих по акустическим характеристикам (например, скорость распространения и коэффициент затухания). Это делается для настройки ультразвуковых импульсных дефектоскопов.
Государственные стандартные образцы
Стандартный образец СО-2
Стандартный образец СО-3
Стандартный образец СО-4
Стандартный образец СО-3Р
Отраслевые стандартные образцы
OCO 32.008-2009 (№1, № 2) Комплект отраслевых ЖД стандартных образцов
Стандартные образцы предприятий (СОП)
Как уже отмечалось, в ходе ультразвукового контроля определенных материалов, изделий и соединений опорные сигналы обычно получают от искусственных отражателей в образцах предприятий, которые производятся из схожих по акустическим характеристикам материалов (скорость распространения, коэффициент затухания). Это необходимо для правильной настройки ультразвуковых импульсных дефектоскопов.
Существует несколько типов СОП (по ГОСТ 14782-86) с искусственными отражателями.
- плоскодонных дисковых отражателей, которые ориентированы перпендикулярно ультразвуковому лучу;
- угловых отражателей (зарубка с вертикальной рабочей гранью, которая ориентирована перпендикулярно плоскости сканирования преобразователя);
- цилиндрических отверстий, у которых образующая направлена перпендикулярно УЗ лучу;
- сегментных отражателей с отражающей поверхностью, которая находится перпендикулярно акустической оси ПЭП.
Необходимо отметить, что для каждой группы материалов и соединений существуют свои технологические инструкции, где прописаны все нормы по формам и размерам искусственных дефектов, а также различные классы дефектности, связанные с прочностными параметрами измеряемой продукции.
NOVOTEST производит СОП практически любой конструкции, имеющие искусственные отражатели типа «боковое цилиндрическое отверстие», «плоскодонное отверстие», «угловой отражатель «зарубка», «сегментный отражатель», другие. Кроме того, многие СОП производятся в соответствии с действующими нормативными документами.
*Технические характеристики и комплект поставки оборудования могут быть изменены производителем без предварительного уведомления.
Дополнительную информацию по стандартным образцам для УД можно получить, обратившись к нашим специалистам, по телефонам, указанным в разделе "контакты ".
Компания «Неразрушающий Контроль» предлагает большой ассортимент качественных и доступных принадлежностей для УЗ контроля от различных производителей.
Прежде всего, обращаем ваше внимание на следующие марки принадлежностей для УЗ контроля:
На все поставляемые принадлежности для УЗ контроля дается гарантия. Возможна доставка по России любым видом транспорта. Также мы готовы поставить оборудование в ближнее зарубежье (Таджикистан, Казахстан, Украина, Белоруссия, Молдавия). Более детальную информацию о характеристиках приборов, ценах и сроках доставки всегда можно получить у наших менеджеров.
Купить принадлежности для УЗ контроля можно в нашем екатеринбургском офисе по адресу: улица Фронтовых Бригад, дом № 31, подъезд 2. Сделать заявку и получить счет также можно по нашему многоканальному телефону: (343) 278-83-60. E-mail: office@ncontrol.ru.
Образцом называют средство ультразвукового контроля в виде твердого тела, предназначенное для хранения и воспроизведения физических величин (геометрических размеров, скорости звука, затухания), используемых при настройке параметров приборов и преобразователей. В ряду «Объект контроля»; «Методика проведения контроля»; «Стандартный образец»; «Дефектоскоп + преобразователь»; «Оператор-дефектоскопист» функциональное Назначение стандартного образца - это обеспечение единства измерений и однозначность трактовки результатов контроля. От свойств образца во многом зависят последующие выводы: «ГОДЕН» - «НЕГОДЕН», - то, ради чего и проводится ультразвуковой контроль.
С первых дней своей деятельности НПФ «Ультракон-Сервис», наряду с разработкой и изготовлением аппаратуры ультразвукового контроля (дефектоскопов, толщиномеров, преобразователей), много времени уделяет также и производству стандартных образцов.
В данной статье хотелось бы провести краткий обзор по вопросу назначения и использования образцов при проведении УЗК.
Применение стандартных образцов регламентируется многими нормативными документами.
Рис. 2. Определение условной чувствительности с использованием наклонных ПЭП
Рис. 3. Оценка точности глубиномера с помощью СО-1
Различают государственные стандартные образцы (ГСО), отраслевые стандартные образцы (ОСО) и стандартные образцы предприятия (СОП), которые утверждаются соответственно государственными стандартами, отраслевыми стандартами и стандартами предприятий.
В Украине и странах бывшего СССР, при проведении дефектоскопии, согласно ГОСТ 14782-86, предусмотрены четыре стандартных образца: СО-1; СО-2; СО-3; СО-4 (комплект КОУ-2 рис 1.), которые используются при эхоимпульсном методе и совмещенной схеме включения пьезопреобразователей (ПЭП) с плоской рабочей поверхностью на частоту 1,25 МГц и более при условии, что ширина преобразователя не превышает 20 мм. В остальных случаях для проверки основных параметров аппаратуры и контроля должны использоваться стандартные образцы предприятия.

Рис.4.Стандартные образцы СО-2, СО-3, СО-4
Стандартный образец СО-1 изготавливают из органического стекла с коэффициентом затухания на частоте 2,5 МГц 0,26 ? 0,34 Непер/см. Скорость распространения продольной ультразвуковой волны на частоте 2,5 МГц. при температуре 20°С должна быть равна 2670 ± 133 м/с.
Стандартный образец СО-1 предназначен для:
Рис. 5. Определение погрешности глубиномера дефектоскопа спомощью СО-2
Рис. 6. Определение погрешности глубиномера дефектоскопа спомощью СО-2
Рис. 7. Проверка угла ввода УЗК СО-2
Стандартные образцы СО-2, СО-3, СО-4 (Рис. 4) изготавливают из малоуглеродистой стали перлитного класса с мелкозернистой структурой марки 20 по ГОСТ 1050, или марки 3 по ГОСТ 14637. Скорость распространения продольной ультразвуковой волны в образцах при температуре 20 С должна быть равна 5900 ± 59 м/с. Стандартные образцы СО-2А, СО-3А идентичны СО-2, СО-3, но их изготавливают из контролируемого материала, если этот материал по акустическим свойствам существенно отличается от указанных марок стали.
Стандартный образец СО-2 применяют для:
Рис. 8. Определение точки выхода «0» ультразвукового луча с помощью СО-3
Рис. 9. Определение чувствительности для наклонного ПЭП с помощью СО-3
Стандартный образец СО-3 (рис. 8) предназначен для:
Допускается применение стандартного образца для определения времени распространения ультразвуковых колебаний в призме преобразователя.
Все указанные операции выполняют в положении наклонного ПЭП, когда точка выхода УЗК совпадает с центром «0» образца.
Рис. 10. Образец СО-4 для измерения длины волны и частоты ультразвуковых колебаний
Стандартный образец СО-4 (рекомендованный) предназначен для определения длины поперечной волны и последующего расчета частоты при известной скорости ультразвуковых колебаний, возбуждаемых преобразователями с углами ввода луча ? от 40° до 65° и частотой 1,25 ? 5 МГц.
Конструктивно СО-4 изготовлен в виде плиты со скошенной под углом 50° гранью, в которой выполнено два узких параллельных паза с изменяющейся глубиной в противоположных направлениях.
Стандартный образец СО-3Р (рис. 11)
Согласно ГОСТ 18576-85 стандартный образец СО-3Р изготавливают из стали марки 20 по ГОСТ 1050. Скорость распространения продольной ультразвуковой волны в образце, при температуре 20°С, должна быть равна 5900 ± 118 м/с.
По своему конструктивному исполнению и функциональному назначению стандартный образец СО-3Р как бы объединяет в себе образцы СО-2 и СО-3. (Рис. 12, 13)
Калибровочные образцы V1 и V2 согласно ДСТУ4001-2000 (ISO 2400:1972) и ДСТУ4002-2000 (ISO 7963:1985)
Согласно ДСТУ4001-2000 (ISO 2400:1972) регламентируется применение калибровочного образца №1 (возможные обозначения, применяемые в международной практике: - V1; K1) и согласно ДСТУ4002-2000 (ISO 7963:1985), калибровочного образца №2 (возможные обозначения: - V2; K2). (рис.18)
Рис. 12. Настройка длительности развёртки для прямого ПЭП по донной поверхности и наклонного ПЭП по отражателю отв. O 6 мм
Данные образцы применяют в соответствии с рекомендациями Международного института сварки (МИС).
Для производства данных образцов должна использоваться спокойная низкоуглеродистая сталь, которая подвергнута нормализации и имеет размер зерна не менее номера 5 согласно ГОСТ 5639. Скорость распространения продольных волн в образцах должна быть 5920 ± 30 м/с. В отверстие 50 мм образца №1 (V1; K1) запрессовывают цилиндр из органического стекла высотой 23 мм.
Рис. 13. Определение угла ввода УЗК, чувствительности наклонного ПЭП по отражателю отв. O 6 мм и по цилиндрической поверхности;
точки выхода УЗК, стрелы наклонного ПЭП, определение минимальной глубины прозвучивания наклонного ПЭП по отверстиям O 2 мм
Калибровочный образец №1 (V1; K1) (рис. 14)
применяют для:
Рис. 15. Калибровочный образец №1 (V1; K1)
Калибровочный образец №2 (V2; K2) (рис. 21, 22) по форме и размерам удобен для использования при непосредственном ультразвуковом контроле, удобен при транспортировке, т.к. имеет малые габариты, вес и поэтому всегда может находиться у оператора. Однако имеет ограниченную область применения, в частности, он не предназначен для полной проверки настройки ультразвуковых дефектоскопов. По сравнению с калибровочным образцом №1 (V1; K1) диапазон использования образца №2 (V2; K2) меньше и ограничивается применением с использованием малогабаритных и миниатюрных преобразователей.
Рис. 16. Расположение прямого ПЭП при юстировке сигнала расстояния в диапазоне контроля прим. до 500 мм
Рис. 17. Расположение наклонного ПЭП для контроля точки выхода УЗК
Калибровочный образец №2 (V2; K2) предназначен для:
Рис. 18. Расположение прямого ПЭП для оценки разрешающей способности по глубине
Рис. 19. Схематические изображения экрана при оценке разрешающей способности по глубине
В этом положении точка выхода «0» расположена в центре радиусов образца (риска напротив отв. O 5мм), а стрела отсчитывается по миллиметровой шкале от точки «0» выхода УЗК до торца преобразователя в направлении прозвучивания;
Рис. 20. Расположение наклонного ПЭП для определения чувствительности по отв. O 1,5 мм
Кроме рассмотренных стандартных образцов для контроля определенных типов изделий используют дополнительные СО, изготовленные в соответствии с ведомственной нормативной документацией.
Рис. 22. Образец №2 (V2; K2)
Стандартные образцы предприятия (СОП) широко используют для настройки диапазона контроля, глубиномера, чувствительности дефектоскопа. СОП воспроизводят конфигурацию, форму и шероховатость поверхности контролируемых изделий, а также акустические свойства материала.
Рис. 23. Положение преобразователя продольных волн на образце при калибровке
Рис. 24. Положение преобразователя продольных волн на образце при калибровке
Рис. 25. Настройка длительности развёртки 25-100-175 мм и 50-125-200 мм
Рис. 26. Схема настройки расстояния 125 мм с наклонным преобразователем
Согласно ГОСТ 14782-86 предусматривается несколько типов СОП с искусственными отражателями в виде:
Рис. 27. Схема определения угла ввода
Рис. 28. Схема настройки чувствительности с использованием преобразователя поперечных волн по эхо-сигналам от поверхностей А и B
Рис. 29. Схема настройки чувствительности с преобразователем продолных волн по эхо-сигналу от боковой поверхности образца («а») и поверхности отверстия образца («b»)
Рис. 30. Схема настройки чувствительности с преобразователем поперечных волн по эхо-сигналу от отверстия («а») и радиусной поверхности («b»)
СОП с отражателями в виде бокового цилиндрического отверстия. образующая которых направлена перпендикулярно УЗ лучу, применяются для настройки длительности развертки, глубиномера, чувствительности дефектоскопа при контроле прямыми и наклонными преобразователями. Данные отражатели можно видеть на примере стандартных образцов: СО-1, СО-2, СО-3Р, №1 (V1; K1), №2 (V2; K2).
Основные требования при изготовлении такого типа отражателей - это соблюдение норм по расположению, координате залегания отверстия (отверстий), его (их) строгая ориентация, с соблюдением требований к параллельности и перпендикулярности относительно рабочей поверхности, выполнение отражающей (цилиндрической) поверхности с параметрами шероховатости не хуже указанных (для СО-2 данный параметр составляет не хуже Rz 20). Применение СОП с цилиндрическим отверстием регламентируется нормативно-технической документацией на контроль. ГОСТ 14782-86 содержит приложение 6 (рекомендуемое) «Методика определения предельной чувствительности и эквивалентной площади выявленного дефекта по образцу с цилиндрическим отверстием».
Рис. 31. Стандартные образцы предприятия с направленным сегментным отражателем
1 - плоскость сегментного отражателя; 2 - преобразователь; 3 - блок из контролируемого металла; 4 - акустическая ось
Стандартные образцы предприятия с направленным сегментным отражателем (рис. 31), отражающая поверхность которых расположена перпендикулярно акустической оси ПЭП, предназначены для настройки чувствительности дефектоскопа и определения эквивалентных размеров дефектов при работе с наклонными преобразователями. ГОСТом 14782-86 устанавливается норма: - высота h сегментного отражателя должна быть больше длины ультразвуковой волны; отношение h/b (высоты h и ширины b сегментного отражателя) должно быть более 0,4; угол между плоскостью сегмента и контактной поверхностью образца должен составлять ? ± 1°. Образцы, с отражателями такого вида, широкого применения при проведения ультразвукового контроля, не нашли. В нормативно-технической документации имеются ссылки (СОУ-Н МПЭ 40.1.17.302:2005 «Ультразвуковий контроль зварних з'єднань елементів котлів, трубопроводів і посудин». Додаток Г, табл. Г, стор.154).
СОП в виде плоскодонных отражателей предназначены для настройки чувствительности дефектоскопа и определения эквивалентных размеров дефектов при работе с прямыми и наклонными преобразователями.
При работе с прямыми преобразователями образцы имеют вид цилиндров, ступенчатых блоков или параллелепипедов требуемой высоты. Со стороны противоположной рабочей поверхности (с донной), изготавливается плоскодонное отверстие с заданными известными параметрами.
Рис. 33. 1 - дно отверстия; 2 - преобразователь; 3 - блок из контролируемого металла; 4 - акустическая ось
При контроле плоских изделий наклонными преобразователями образцы выполняются в виде призм или параллелепипедов со скошенными торцами (рис. 32). Со сторон, перпендикулярно углу ввода ультразвуковых колебаний, на различной глубине изготавливаются плоскодонные отверстия (рис. 33). Размеры (диаметры) отражателей устанавливаются нормативно-технической документацией. ГОСТ 14782-86 устанавливает предельное отклонение диаметра отверстия в стандартном образце предприятия ± IT 14/2 по ГОСТ 25347-82.
Рис. 34. СОП в виде призм или параллелепипедов со скошенными торцами
Плоскодонные отражатели в СОП изготавливают на фрезерных и координатно-расточных станках повышенной или высокой точности.
Рис. 35. АРД-диаграммы для преобразователя П121-5-40-М-003; стрела 5 мм; площадь пъезопластины 25 кв. мм; отражатель - плоскодонное отверстие; задержка в призме 4,3 мкс; нормировано по отв. диаметром 6 мм в СО-2 на глубине 44 мм; размер пъезоэлемента 5х5 мм
Призматическая (или другого вида) заготовка с тщательно обработанными (рабочей, опорной, отражающими, боковыми) поверхностями устанавливается в тисках станка таким образом, чтобы поверхность ввода составляла угол 90° - ? с осью вращения режущего инструмента. При этом необходимо выдержать допустимое отклонение не более ± 0° 30'. После этого выполняется обработка отверстия. Чистовая обработка, с доводкой донной поверхности, производится с использованием специнструмента.
Расчет координат отверстий проводится по формуле:
l = (Н + h ? sin ?)/cos ?,
где Н - глубина залегания центра плоскодонного отражателя относительно рабочей поверхности, h - глубина изготовления отражателя относительно отражающей поверхности, ? - угол ввода, °. (рис. 33). При этом необходимо учитывать следующее: - величина h должна составлять не менее 10 мм (рис. 34).
Обычно в одной заготовке может выполняться несколько отражателей на различной глубине.
Шаг расположения отражателей ?Н по глубине выбирается таким образом, чтобы исключить их взаимное влияние (одновременную фиксацию).
Снятая зависимость амплитуды эхо-импульсов от глубины залегания отражателей является характеристикой для комбинации «дефектоскоп + преобразователь + диаметр отражателя (площадь отражателя)». Данная зависимость, построенная в графическом виде в координатах АМПЛИТУДА (dB) - РАССТОЯНИЕ (мм), будет представлять собой АРД диаграмму преобразователя для данного диаметра отражателя, в данном диапазоне контроля и для данной марки стали (металла).
Стандартные образцы предприятия с угловыми отражателями типа зарубка (рис. 36) изготавливаются в виде пластин, или частей цилиндрических поверхностей (частей труб) требуемой толщины. В зависимости от толщины образца, нормативной документацией устанавливаются размеры отражателей и допуски на их изготовление. ГОСТом 14782-86 определена общая норма для угловых отражателей: - ширина b и высота h углового отражателя должна быть больше длины ультразвуковой волны; отношение h/b должно быть более 0,5 и менее 4,0.
Рис. 37. Стандартные образцы предприятия с отражателями типа зарубка
1 - плоскость углового отражателя; 2 - преобразователь; 3 - блок из контролируемого металла; 4 - акустическая ось
Предельную чувствительность (Sп ) в квадратных миллиметрах, измеренную по стандартному образцу (рис. 37) с угловым отражателем площадью S1 = hb, вычисляют по формуле: Sп = N S1. где N - коэффициент для стали, алюминия и его сплавов, зависящий от угла ввода ультразвуковых колебаний, задается в технической документации на контроль, утвержденной в установленном порядке, с учетом справочного приложения в котором определена зависимость коэффициента N для стали, алюминия и его сплавов, титана и его сплавов (рис. 38).
Нормативной документацией (ВСН 12-88 «Строительство магистральных и промысловых трубопроводов. Контроль качества и приемка работ», ОСТ 22205-88 «Ультразвуковая дефектоскопия сварных соединений грузоподъемных машин», РТМ-1с-89 «Сварка, термообработка и контроль трубных систем котлов и трубопроводов», И 23 СД-80 «Инструкция по дефектоскопии гибов трубопроводов из перлитной стали.», ОП №501 ЦД-75 «Основные положения по ультразвуковой дефектоскопии сварных соединений котлоагрегатов и трубопроводов тепловых электростанций», и другими документами), в зависимости от объекта контроля, регламентируются параметры ультразвукового контроля (частота, угол ввода ультразвуковых колебаний в сталь или угол падения ультразвуковой волны по оргстеклу), напрямую устанавливаются размеры угловых отражателей в СОП, допуски на их изготовление, порядок аттестации учета и хранения. Пользователю необходимо выполнить требования нормоустанавливающих документов.
Рис. 38. Зависимость N = f(?) для стали, алюминия и его сплавов, титана и его сплавов
Во многих других случаях при определении размеров угловых отражателей в СОП реализован обратный подход. Нормативными документами задается уровень предельной чувствительности Sп мм 2 в пересчёте на диаметр плоскодонного отверстия, и (или) указывается O плоскодонного отверстия, указываются параметры контроля (частота, угол ввода УЗК в сталь или угол падения ультразвуковой волны по оргстеклу), диаграмма зависимости коэффициента N от угла ввода ультразвукового луча в металл, а пользователь самостоятельно рассчитывает для своих условий требуемые размеры отражателей ( зарубок ). При этом необходимо исключить ошибки которые достаточно часто встречаются. Так, иногда, документацией задается угол падения УЗ волны (угол наклона акустической оси преобразователя, угол призмы по оргстеклу), а график для коэффициента N приводится для угла ввода УЗК (ОСТ 26-2044-83 «Швы стыковых и угловых соединений сосудов и аппаратов, работающих под давлением. Методика ультразвукового контроля»). Для указываемых углов падения УЗ колебаний, для углов призмы по оргстеклу (30°, 40° - 41°, 50°, 53°, 55°) соответствующие углы ввода УЗ волны в малоуглеродистые и низколегированные стали (для других материалов и углы ввода будут другими) составят 40°, 50°, 60°, 65°, 70°. Исходя из этого и рассчитываются требуемые размеры отражателей (зарубок).
Рис. 39. График зависимости коэффициента N от углв ввода ? ультразвукового луча
Например, согласно ГСТУ 3-037-2003 «Посудини та аппарати, що працюють під тиском. Методика ультразвукового контролю зварних з'єднань.», ОСТ 26-2044-83 «Швы стыковых и угловых соединений сосудов и аппаратов, работающих под давлением. Методика ультразвукового контроля», СОУ-Н МПЭ 40.1.17.302:2005 «Ультразвуковий контроль зварних з'єднань елементів котлів, трубопроводів і посудин», РТМ-1с-89 «Сварка, термообработка и контроль трубных систем котлов и трубопроводов.», чувствительность контроля определяется площадью направленных отражателей. Соотношение между вертикальной гранью углового отражателя и площадью направленного отражателя, которые дают сигналы одинаковой амплитуды, рассчитывается по формуле: F = F0 / N. По данным табличных значений, для требуемой толщины, определяются параметры контроля такие как: частота, угол ввода УЗ колебаний, площадь отражателя F0 ,способ контроля. Согласно графика зависимости для требуемого угла ввода a определяется коэффициент N (рис. 39).
После пересчета F 1 = F0 / N, определяются размеры зарубки. Так к примеру (согласно ГСТУ 3-037-2003), для проведения УЗК сварного шва изделия толщиной 8 мм, параметры контроля будут такими: площадь F0 = 1,6 мм 2 ; частота ПЭП - 5 МГц; стрела ПЭП - 8 мм, угол ввода - 70°, контроль производить прямым лучом для нижней части шва и однажды отраженным для верхней части шва. Коэффициент N при этом составит около 0,8. Для настройки чувствительности и глубиномера дефектоскопа площадь вертикальной грани угловых отражателей (нижней и верхней зарубок) составит: F 1 = 1,6 / 0,8, F = 2,0 мм 2. Необходимо учесть требования ГОСТ 14782-86: - ширина b и высота h углового отражателя должна быть больше длины ультразвуковой волны; отношение h/b должно быть более 0,5 и менее 4,0. а также норму данного документа, что высота h углового отражателя должна быть в пределах ? < h < 1,5 ? ; при этом ? - длина поперечной (в нашем случае) ультразвуковой волны в стали. Согласно справочных данных, длина поперечной волны ? в малоуглеродистой и низколегированной стали при частоте 5 МГц. составляет около ? 0,7 мм.
Рис. 41. Форма поверхности зарубок, изготовленных с помощью: остроконечного индентора; индентора с притупленным концом. Отражающие плоскости заштрихованы.
Высоту h выбираем равной 1,0 мм (0,7 < 1,0 < 1,05). Отсюда ширина b составит 2,0/1,0 = 2,0 мм.
Таким образом, для нашего СОП толщиной 8 мм, определены размеры угловых отражателей: 2,0 ? 1,0 мм.(отношение h/b составит 1/2 = 0,5). При правильном изготовлении образца, разница в отражающих свойствах двух зарубок не превышает 1 ? 2 dB при одинаковом способе прозвучивания.
Следует также обратить особое внимание на технологию изготовления отражателей во избежание различий по отражающим свойствам отражателей с острой вершиной угла 45° и отражателей с притупленной вершиной угла 45° у отражающей грани зарубки (рис. 41). Рекомендации по изготовлению отражателей с притупленной вершиной даны в РД 34.17.302-76 ОП №501 ЦД-75 (приложение 5, пункт 2,6 стр.103), СОУ-Н МПЭ 40.1.17.302:2005 (Додаток Б, пункт Б.2.7, стор.140).
Согласно данным Горбенко В.Н, Колбина И.Б, Топчий М.М, на основании проведенных измерений, результаты которых опубликованы в журнале «Неразрушающий контроль» № 1, за 2003 год в статье «О различиях между некоторыми видами плоских угловых отражателей, изготовленных различными технологическими способами», разница между отражающими свойствами угловых отражателей с острой вершиной и угловых отражателей с притупленной вершиной может составлять + 4 ? 10 dB. А это, в свою очередь, приводит к перебраковке проконтролированных изделий, что говорит о недопустимости использования данного вида отражателей при проведении контроля без существенной коррекции и внесения поправок в настройки дефектоскопа.
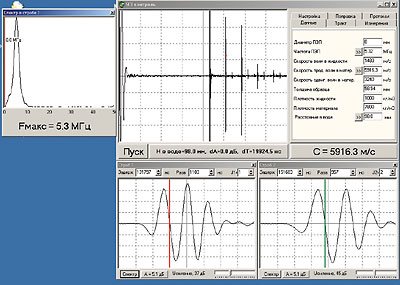
Рис. 43. Вид экрана с параметрами при измерении скорости УЗК установкой УИСУ-01 (образец СО-2, сталь 3 по ГОСТ 14736)
Обобщенными требованиями, предъявляемыми к стандартным образцам предприятия, являются:
Использование установки измерения скорости распространения ультразвука УИСУ-01 позволяет отбраковывать заготовки образцов по значениям скорости ультразвука в материале еще на ранних этапах производства. При выпуске из производства все образцы дополнительно проходят контроль с обязательной проверкой скорости УЗ колебаний (рис. 43), геометрических параметров и акустических свойств отражателей в объеме программы аттестации, применяемой органами Госстандарта.
Сведения об аттестации и периодических поверках стандартного образца, производимых органами Госстандарта, заносятся в паспорт образца и (или) оформляются отдельным свидетельством.
В заключение хотелось бы отметить, что НПФ «Ультракон-Сервис» всегда готово оснастить Ваше предприятие парком образцов в соответствии с любой нормативной документацией. Мы гарантируем их качество, ведь они - залог единства измерений и достоверности контроля.