
 Рейтинг: 4.8/5.0 (1837 проголосовавших)
Рейтинг: 4.8/5.0 (1837 проголосовавших)Категория: Инструкции
Практическое изучение конструкции основных видов утюгов, гладильных прессов, паровоздушных манекенов и устройств для регулирования параметров ВТО.
Содержание работыИзучить виды теплоносителей для нагревания гладильных поверхностей оборудования ВТО.
Изучить устройство рабочих органов гладильного оборудования.
Изучить устройство утюгов.
Изучить устройство и работу прессов,
Изучить устройство и работу паровоздушных манекенов.
Изучить конструкцию и принцип действия устройств для регулирования основных параметров ВТО швейных изделий.
Составить технико-технологическую характеристику применяемого оборудования.
Инструменты, приспособления, оборудование: электропаровые утюги с терморегулятором, набор деталей утюгов и узлов прессов, терморегулятор Т-2 и ТР-200, моторное и масляное реле времени, плакаты, прессCs-311 фирмы «Паннония-Венгрия».
Общие сведенияИзучение нагревательных элементов для нагрева гладильных поверхностей оборудования ВТО проводится студентами с использованием макетов различных нагревательных элементов и данного методического пособия.
В швейной промышленности в качестве теплоносителя для нагревания гладильных поверхностей применяется пар и электричество. Для ВТО пар имеет технологическое преимущество, так как увлажнение паром более равномерно, полуфабрикат быстрее нагревается, меньше появляется лас (местного блеска), но если для обогрева используется пар с давлением не выше 0,5 MПa, то температура нагреваемых таким паром подушек равна 130-150°С, что сильно снижает производительность труда и оборудования и качество обработки. В настоящее время уже применяется пар высокого давления (до 1,0-1,2 МПа)
Конструкция рабочих органов оборудования с парообогревом более громоздка, чем с электрическим. Электрический обогрев гладильных поверхностей позволяет весьма легко изменять температуру гладильных поверхностей. При этом обогреве можно обеспечить автоматическое регулирование температуры на заданном уровне. В настоящее время наиболее широкое применение получил смешанный подвод теплоносителей - пара и электричества - как к утюгам, так я к прессам.
Для изготовления термоэлементов используют материалы с высоким удельным сопротивлением (нихром, фехраль, константен и т.п.).
В настоящее время в швейной промышленности используют трубчатые электронагревательные элементы - ТЭНы (рисунок 10.1).

Рисунок 10.1- Трубчатый электронагреватель
В ТЭНах спираль I из проволоки высокого сопротивления помещают в стальную трубку 2 диаметром 16,5 мм, изолируют ее от стенок трубки кристаллической окисью магния 3. Затем трубку холодной прокаткой доводят до диаметра 13,5 мм.
ТЭНы закладывают в плиту подушки пресса или подошву утюга. Срок службы ТЭНов - несколько лет.
Длительность нагрева рабочих органов гладильного оборудования снижается в 2 раза, а разброс температур на гладильной поверхности - в 6 раз.
Этот вид нагревательного элемента широко применяется в утюгах.
Рабочие органы гладильного оборудования студенты изучают, используя макеты и узлы оборудования ВТО, плакаты и литературу.
При изучении данного вопроса следует особое внимание обратить на материал, из которого изготовлены рабочие органы, покрытия рабочих поверхностей.
Одним из обязательных требований, предъявляемых к гладильной поверхности, является сохранение товарного вида обрабатываемой ткани полуфабриката в условиях высокой температуры и перемещения влаги в зоне обработки. Поэтому рабочие органы гладильного оборудования изготавливают из мало коррозирующих теплопроводных материалов.
2.1. Подошвы утюгов изготавливают из чугуна Сч. 12-28, гладильная поверхность часто имеет антикоррозийное покрытие (например, хромируется). Передний конец утюга обычно имеет заострение I (рисунок 10.2) для удобства разглаживания складок, швов и т.п. Если утюг паровой или пароэлектрический, то в подошве его делают отверстия 2 (рисунок10.2).
2.2. Подушки гладильных прессов почти всегда отливают из силумина. В редких случаях подушки изготавливают сварными, из проката стали. Подушки изготавливают различной формы и размеров (рисунок 10.3).
I- заострение, 2 - отверстия, 3- подошва утюга
Подушка с парообогревом имеет вид, изображенный на рисунке 10.3.

Рисунок 10.3- Подушка с парообогревом
1 – подушка пресса; 2 – верхняя камера; 3 – плита, прикрепленная в верхней подушке; 4 – камера пропаривания полуфабриката; 5 – отверстие для пропускания пара на полуфабрикат; 6 – паровой клапан
Гладильные поверхности подушек прессов обычно обтягивают сукном, фланелью, холстом или другими тканями.
В прессах со спиральными нагревательными элементами в плите подушки делаются специальные канавки, в которые закладывается нагревательный элемент (рисунок10.4).
прессах со спиральными нагревательными элементами в плите подушки делаются специальные канавки, в которые закладывается нагревательный элемент (рисунок10.4).
Рисунок 10.4- Подушка с электронагревом:
1 - миканит; 2 - спираль; 3 — асбест; 4- керамика
В прессах современных конструкций применяются подушки с одновременным подводом пара и электричества.
При изучении их конструкции необходимо разобрать утюг и рассмотреть все его части. Рабочей частью утюга является его подошва, толщина которой делается 15-20 мм для накопления тепла.
При изучении конструкции утюга, используя макеты и литературу, студенты зарисовывают основные детали утюга, например, как показано на рисунке 10.5.
 В канавке 2 подошвы 1 укладывается спираль 3, обычно в современных утюгах она размещается в керамических бусах. Затем, накладывается асбестовая прокладка 4 и чугунная накладка 5, надетые на винтовые шпильки 6, и закрепляются гайками, сверху закрепляется крышка 7 с ручкой 8 для удобства пользования.
В канавке 2 подошвы 1 укладывается спираль 3, обычно в современных утюгах она размещается в керамических бусах. Затем, накладывается асбестовая прокладка 4 и чугунная накладка 5, надетые на винтовые шпильки 6, и закрепляются гайками, сверху закрепляется крышка 7 с ручкой 8 для удобства пользования.
Рисунок 10.5- Конструкция электрического утюга
Конструкция электропарового утюга.
Электропаровой утюг фирмы "Гоффман" показан на рисунке 10.6.
В подошву 3 утюга залиты электронагревательные элементы - ТЭНы и оставлены полости 5, которые могут заполняться паром, поступающим от соединительной трубки 2. В рабочем состояния подается ток к электронагревательным элементам через соединительный кабель I, а в полостях 5 утюга пар отсутствует. При пропаривании полуфабриката нажимают на микровыключатель 7, укрепленный на ручке утюга. При этом срабатывает соленоидный паровой клапан, установленный на утюжильном столе, и пар через соединительную трубку 2 полости 5 и отверстия 6 в подошве утюга поступает на полуфабрикат. Температура подошвы утюга сохраняется в заданном интервале с помощью биметаллического терморегулятора 4. Для изменения температуры гладильной поверхности сверху крышки утюга установлен винт-регулятор 8.

Рисунок 10.6- Схема устройства электропарового утюга фирмы «Гофман»
Техническая характеристика утюга э/п
Мощность нагревательного элемента, Вт 1000
Точность регулирования температуры утюга, °С ±15
Температура гладильной поверхности, °С 120-240
Продолжительность разогрева утюга, мин:
Способ получения пара централизованно
Расход пара, кг/ч 3
Масса утюга, кг 3,15
Изучение конструкций различного прессового оборудования проводится студентами с использованием пресса Сs- 311 фирмы "Pannonia", плакатов, кинематических схем различных прессов и данных методических указании.
В процессе изучения устройства и работы прессов студенты должны дать спецификации деталей и механизмов прессов ПСЦ.
Сs-311 фирмы "Pannonia", ГП-2,5, ПСПМ, исходя из данного принципа работы каждого пресса.
В швейном производстве для межоперационной и окончательной утюжки деталей одежды и caмиxизделий применяют гладильные прессы различной конструкции. Гладильные прессы относятся к аппаратам периодического действия. Их технологический цикл работы имеет несколько периодов, резко отличающихся по условиям расхода энергии и нагрузкам.




![]()
Выделить объявление ( Цена с 50% скидкой 279 руб.) - 279 руб.
В 5 раз больше просмотров Вашего объявления!
Ваше объявление будет в течение 30 дней показываться на
странице результатов поиска на специальном золотом фоне.
При этом оно поднимется на первое место в результатах
поиска бесплатно!
![]()
Сделать VIP-объявлением ( Цена с 50% скидкой 569 руб.) - 569 руб.
В 10 раз больше просмотров Вашего объявления!
Ваше объявление будет в течение 30 дней показываться в
специальном блоке VIP-объявлений
на страницах результатов
поиска.
![]()
Спецразмещение ( Цена с 50% скидкой 729 руб.) - 729 руб.
В 15 раз больше просмотров Вашего объявления!
Ваше объявление будет в течение 30 дней показываться на
самом заметном месте сайта — над обычными объявлениями
на страницах результатов поиска. При этом оно поднимется
на первое место в поиске бесплатно!
![]()
Услуга Мега Продажа ( Цена с 50% скидкой 1459 руб.) - 1459 руб.
Все платные услуги в одном пакете!
К Вашему объявлению в течение 30 дней будут применены
все платные услуги Спецразмещение, VIP, Выделение.
При этом оно поднимется на первое место в поиске
бесплатно!
Экономьте 50% от стоимости услуг! Нет,спасибо.

Minerva 01204-Р1. Починочная швейная машина
Починочная обувная швейная машина Minerva 01204-Р1 применяется для разных способов шитья кожи, особенно для починки верхов и готовой обуви в починочных мастерских.
Машина изготовляется несколькими способами исполнения:
Тип 01204/П1 с оснащением Ва — машина с малым челноком, предназначена для шитья в труднодоступных местах /носок женской обуви/; запас нижней нитки небольшой.
Тип 01204/П1 с оснащением Вб — машина с челноком среднего размера, предназначена для обычного шитья в лучше доступных местах обуви /сапог и т.п./; имеет большой запас нижней нитки.
Введение машины в ход, подготовка к работе и собственная работа машиныА. Введение машины и ход:
После установки машины на рабочее место проверяем сначала вручную свободное вращение машины и убеждаемся о правильной наладке машины согласно указаний, приведенных в следующих абзацах.
В. Подготовка машины к работе:
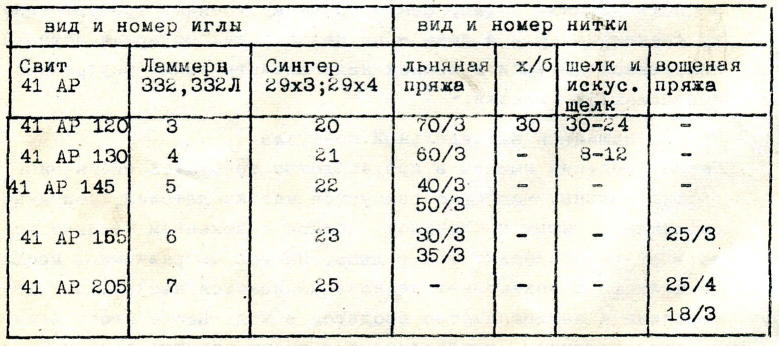
1. Иглы и нитки
На машине применяются иглы «Свит», однако можно применять также иглы Сингер или Ламмерц.
Башмак устанавливаем на рукав машины, опускаем лапку подачи, правой рукой разгоним маховик, действующий одновременно как маховое колесо, и посредством ножной педали поддерживаем ход машины.
В течение работы левой рукой направляем башмак, а правой изменяем направление подачи посредством вращения двух плечей рукоятки валика по мере надобности.
После окончания работы на башмаке останавливаем машину в положении, когда игла находится в самом высоком положении, т.е. мимо материала. Левой рукой подтягиваем верхнюю нитку непосредственно под нитевым рычагом. После этого поднимаем лапку подачи, снимаем башмак с рукава и отрежем верхнюю и нижнюю нитки по возможности вблизи места окончания шитья.
ПредупреждениеВо время введения машины в ход в случае шивки более тяжелых материалов не загружайте машину с самого начала на полную производительность.
В течение 2 — 4 недель, т.е. в течение времени обкатки машины производительность постепенно увеличивайте, при чем внимательно наблюдайте за ходом машины, чтобы нагрев подшипников, втулок и т.п. не превышал дозволенные пределы.
В течение этого времени надо проводить особо тщательную смазку всех отверстий, окрашенных красной краской. Такой последовательностью вам будут гарантированы длительный срок работы и совершенная точность машины при полной производительности.
Руководство по эксплуатации и инструкция к швейной машине Minerva 01204-Р1:• 01204-Р1 Minerva. Починочная машина для обувной промышленности.
Статус: DEMO. Описание: Руководство для установки, наладки и введения машины в ход Список деталей машины Список потребляемых и запасных частей Изображения для руководства по обслуживанию машины Изображение деталей машины. Качество: 80%. Тип файла: pdf. Размер файла: 4.57 MB. Скачан: 428 раз.
Цена — 500 руб.
Чтобы приобрести полные версии DEMO файлов, произведите оплату, нажав кнопку "Купить". либо заполните форму заказа на странице Контакты .
Если Вас интересует покупка обувного и швейного оборудования, перейдите на страницу Продается
Инструкция Minerva P3z
Rating is available when the video has been rented. This feature is not available right now. Please try again later.','url':'http://www.youtube.com/watch?v=b0xk9zPUNOk','og_descr':'
Куплю новую швейную машину МИНЕРВА 01204Р тел 050-558-70-12 Чайка-143А в новом состоянии, с чехлом-сумкой, инструкцией, мелочью. Продам петельную 25класс, Minerva P3Z, имитацию ручного стежка Person.

Инструкции для оборудования Применение по пошиву Каталоги игл Schmetz Иглы с режущим Нитепритягиватель для Minerva P3Z. Цена: 3.250,00.

BROTHER 815 и 814 DURKOPP 558 Minerva Р2- P3Z PFAFF петельная 3116 Плоскошовные Инструкция подробнее. Инструкция подробнее.


Наряду с машиной-полуавтоматом 73401-P3 кл. фирма « Минерва » в течение времени выпускает машины-полуавтоматы 62761-Р2 и 62761- P3Z кл.
Для тяжелых тканей и кожи нужна только беспосадочная машина. Машины с нижним транспортером, вне зависимости от высоты подъема лапки и применения разных ухищрений для такой работы не годятся.
Особенно недостаток обычных машин ощущается при прохождении утолщений и неравномерностей - добиться аккуратного стежка стоит значительных усилий, что при систематическом пошиве, например, сумок, неприемлемо.
Кроме того, моя Минерва 335 - 221, будучи машиной исключительного качества и работоспособности, совершенно не переносит поперечного перекоса иглы, вызванного продольным перекосом лапки при стачивании края или вшивании Канта (Энгельса или Гегеля - все равно). Это обусловлено упругим изгибом иглы и опережением, совершенно незначительным, при встрече с носиком челнока. В результате стежок не образуется. Один из выходов - склеенные изделия прострочить без нити для образования равномерных отверстий и завершить работу вручную - шилом, по-сапожному формируя стежок, что, согласитесь, маета.
Хотя при стачивании лоскута зигзагом Минерве равных нет. На пластине (одной из запасных) устанавливется пайкой ребро высотой 3 мм для точной подгонки краев и все получается изумительно.
В общем теперь мечтаю о беспосадочной машине. Нужна.
Хотя вышивалка превосходно работает и по красту и по чепраку. Чудеса.
Minerva 62761 p3z инструкция
Изготовление петли с глазком - YouTube6 июн 2012 . Изготовление петли с глазком на петельной глазковой машине MINERVA62761 P2 Продаётся т. 89631022058. Искусство шить | Архив июня. потерь согласно Временной инструкции по определению и применению на. на специальных полуавтоматах типа 62761 -Р2 и 62761 -P3Z «Минерва ».
Broidery.Ru • Просмотр темы - Петельная машина Minerva 62761 -P3 Z . 12 лип. 2010 - повідомлень: 6 - авторів: 3Прикупила петельную машину Minerva 62761 -P3 Z. Она стояла последние пару лет без дела, а до того трудилась в небольшом цеху на. Деталировки швейного оборудования Jack - ТрансметаллJK-8991(только инструкция ) · JK-MEIYIDA · JK-SHIRLEY · JK-SHURA · JK-T109 · JK-T1790 · JK-T1900(только инструкция ) · JK-T373 · JK-T781 · JK-XUNCHI.
Minerva - 62761 -P3Z - shundyk.com.uaСверхмощная полуавтоматическая петельная машина 62761 - P3Z · Виды копирных дисков для 62761 -P3Z. Одноигольные машины челночного стежка с. - ТрансметаллЗдесь представлен каталог швейных машин и оборудования для любых задач. У нас вы найдете не только промышленные, но и бытовые швейные.
Инструкции к швейным машинам - ТрансметаллСкачать инструкции по эксплуатации швейных машин. Одноигольные машины челночного стежка с. - ТрансметаллЗдесь представлен каталог швейных машин и оборудования для любых задач. У нас вы найдете не только промышленные, но и бытовые швейные.
О компании Hoffman - ТрансметаллОписание компании Hoffman - производителя раскройного оборудования. Высокое качество производимой продукции и доступная широкому спектру. Перьевые плоттеры - купить в ТрансметаллПерьевые плоттеры применяются на предприятиях малой, либо средней мощности, а также ателье. Особенности перьевых плоттеров: Скорость.
ООО «ПрофтексИнструкции для оборудования. Minerva 335кл,337кл (зиг-заг) · Minerva 811 · Minerva 8432 · Minerva P2Z · Minerva P3Z (62761 ) · Minerva кл.72128. Мерильно-браковочные машины OZBILIM - ТрансметаллЗдесь представлен каталог швейных машин и оборудования для любых задач. У нас вы найдете не только промышленные, но и бытовые швейные.
Промышленные швейные машины - часть десятая - Осинка16 ноя 2014 .Инструкция своеобразная. Порою я думаю, что под. Огромная просьба! Есть ли у кого-нибудь мануал по петельной Минерве 62761Р3Z. http://www.shundyk.com.ua/trading/minerva /p3z /t.htm. Предлагаю написать. Durkopp 211, 212 - ТрансметаллГлавная—›; Каталог—›; Запчасти для швейного оборудования и швейных машин—›; Запчасти—›; Запчасти к пшм—›; Запчасти durkopp—›; Durkopp 211.
Швейная машина Minerva 62761 -P2 в Алматы (Промышленные. Швейная машина Minerva 62761 -P2 от 200000 Тенге. Компания Ателье Престиж на BizOrg.su, ID 6895223. Промышленные машины и оверлоки Juki - купить в ООО. Предлагаем купить промышленные швейные машины Juki, а также оверлоки и другое оборудование.
Швейное оборудование. Частные объявления. Купи/ продай. 17 май 2016 . промышленный швейный зигзаг минерва 72520 кл. Луганск копирный. ШВЕЙНАЯ МАШИНА петельная глазковая минерва 62761 -Р2 ЦЕНА 450$ ТЕЛ. +3(096) 3500030. Menerva72-711,P3Z ,335.Shtrobel141-23. Плоттеры и текстильные принтеры для ткани - купить в. Каталог текстильных принтеров и плоттеров. Принтеры для печати на тканях, футболках и других швейных изделиях, и другое швейное оборудование.
Швейное оборудование Б/у ХарьковИмеется паспорт и инструкция по эксплуатации. Цена: 800 у. е. -Продам петельную глазковую Minerva 62761 -P3Z (б/у) в отличном состоянии. +копиры. Jack GP-3 (скорняжка) - ТрансметаллГлавная—›; Каталог—›; Запчасти для швейного оборудования и швейных машин—›; Запчасти—›; Запчасти к пшм—›; Запчасти jack—›; Jack gp-3.
Название работы: Классификация машин-полуавтоматов
Предметная область: Производство и промышленные технологии
Описание: Для пришивания пуговиц применяют полуавтомат с челночным и однониточным цепным переплетением ниток. Пришивание пуговиц с челночным переплетением ниток выполняют на машине 727 827 классов кроме того пришивание металлических крючков и петель на полуавтомате 53 класса и изготовление закрепок на машине 220М и 820 классов. Пришивание пуговиц однониточным цепным стежком выполняют на полуавтоматах.
Дата добавления: 2015-02-07
Размер файла: 24.31 KB
Работу скачали: 11 чел.
Поделитесь работой в соцсетях с друзьями. Будьте всегда актуальны.
Кнопки "поделиться работой" :
Все полуавтоматы делятся на 4 группы:
К первой группе относятся машины полуавтоматы для пришивания фурнитуры и изготовления закрепок:
Ко второй группе относятся машины полуавтоматы:
а) 525, 625 кл. ПМЗ
б) 01179-Р2 кл. фирмы «Минерва»
в) 811, 181 кл. фирмы «Минерва»
2. для изготовления фигурных петель:
а) 62761, 62761-Р2 и 62761-Р3 фирмы «Минерва»
б) 73401, 73401-Р2 и 73401-Р3 фирмы «Минерва».
К третьей группе относятся машины полуавтоматы для поузловой обработки:
а) 370-1, 470, 570, 770, 870 кл.
К четвертой группе относятся вышивальные машины полуавтоматы:
б) 8330 «Текстиль» (1, 3, 4, 6 головн. п/а)
в) 4 х. 6 и и 12 и головные полуавтоматы фирмы ZSK «Германия».
Полуавтомат для пришивания фурнитуры и изготовления закрепок
Управление полуавтоматом производится двумя педалями, одна из которых служит для включения машины, а вторая – для подъема зажимного устройства.
Для пришивания пуговиц применяют полуавтомат с челночным и однониточным цепным переплетением ниток. Пришивание пуговиц с челночным переплетением ниток выполняют на машине 727, 827 классов, кроме того пришивание металлических крючков и петель на полуавтомате 53 класса и изготовление закрепок на машине 220-М и 820 классов.
Пришивание пуговиц однониточным цепным стежком выполняют на полуавтоматах 1095, 1295, 1495, 1595 классов, 68-1 класс и 59-А класс (обвивка ножки).
По характеру движения рабочих органов все пуговичные и закрепочные полуавтоматы делятся на две группы:
Полуавтомат 1095 класса ПМЗ предназначен для пришивания плоских пуговиц с двумя и четырьмя отверстиями однониточными цепными стежками. Пуговицы с четырьмя отверстиями пришивают за два включения машины без перекидного стежка.
На каждую пару отверстий приходится 10 проколов с последним закрепляющим проколом, после чего нитку автоматически обрезают специальным механизмом. Полуавтомат обеспечивает пришивание пуговиц различными способами: с образованием у пуговицы стойки, с подпуговицей и со стойкой с потайными стежками. Образование стойки позволяет расположить пуговицу на некотором удалении от поверхности изделия. Для придания устойчивого положения пуговице стойку обвивают однониточным цепным стежком на полуавтомате 59-А класса.
диаметр пришиваемых пуговиц 10?22 мм
расстояние между отверстиями 3?5,5 мм
толщина пуговиц до 5,5 мм
диаметр пришиваемых подпуговиц 10?17 мм
высота стойки с подпуговицей 3-4 мм, без подпуговицы 3-6 мм
нитки х/б 30, 40, 50.
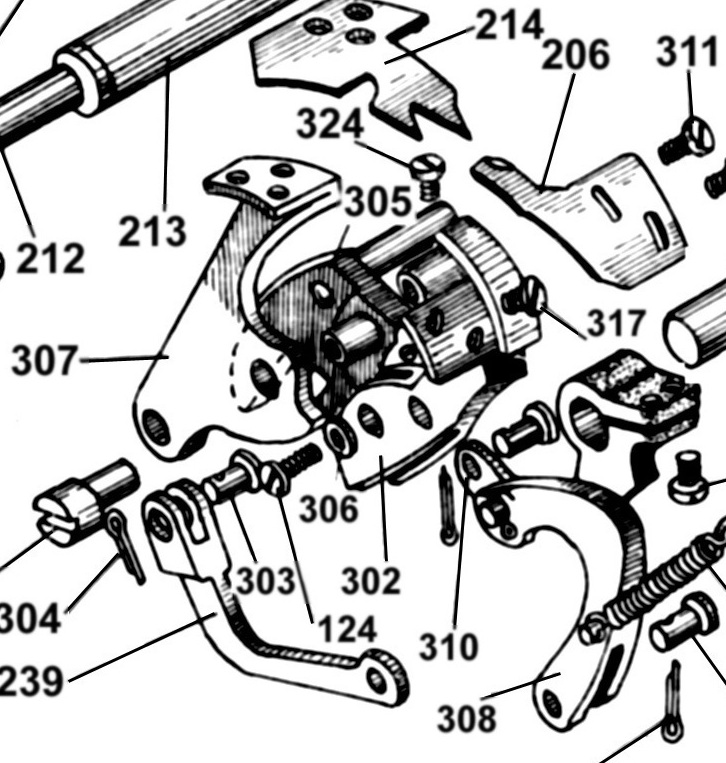
Полуавтомат имеет кривошипно-шатунный механизм иглы, вращающийся ускоренно механизм петлителя, отводчик петли. Механизм двигателя ткани состоящий из двух узлов (продольного и поперечного перемещения). Механизм автоматического выключения полуавтомата и механизм обрезки нитки.
Механизм автоматического выключения полуавтомата
3-кулачок выключателя полуавтомата
5-червячное колесо 1:42
П/а отличается от ранее выпускавшихся п/а 62761-Р1 и 62761-Р2 кл. тем, что в нем добавлен механизм закрепок, обеспечивающий выполнение обычной поперечной закрепки после изготовления кромок петли.
В процессе образования строчки участвуют игла, левый петлитель, его ширитель, расположенный над петлителем, правый петлитель и его ширитель.
1. Изделие укладывают на пластины механизма перемещения материалов лицевой стороной вниз так, чтобы метка петли находилась под прорубающим ножом. Лапки могут опускаться автоматически или вручную.
2. Включение полуавтомата осуществляется нажатием на кнопку пускового рычага. При этом нож опускается и прорубает вход в петлю на резцовой колодке.
3. Шьющий аппарат (игла и петлители) поворачивается на 180°. Включается первый холостой ход, и платформа с изделием непрерывно перемещается к оператору. Пластины механизма перемещения материалов движутся поперек платформы машины и расширяют прорезь петли.
4. При включении рабочего хода изготовление петли начинается с правого среза, игла получает отклонения поперек платформы на ширину обметочного шва, изделие и платформа после каждых двух проколов иглы толчкообразно перемещаются к оператору.
5. При обметывании глазка петли шьющий аппарат поворачивается на угол 180°, платформа перемещается по кривой, соответствующей форме глазка петли, шаг строчки обметывания автоматически становится реже.
6. При обметывании левого среза петли платформа вместе с изделием перемещается от оператора.
7. При переходе к изготовлению закрепки шьющий аппарат поворачивается на угол 90°, платформа перемещается влево на ширину петли, а затем после каждых двух проколов иглы – вправо; игла отклоняется вдоль платформы и изготавливает поперечную закрепку.
Шьющий аппарат возвращается в исходное положение и рабочий ход выключается.
8. Включается второй холостой ход, и платформа непрерывно перемещается от работающего. В конце холостого хода лапки поднимаются автоматически или после выключения машины вручную. Пластины механизма перемещения автоматически сближаются, при съеме изделия нитки обрезаются ножницами.
Рельефный узор строчки образуется снизу, поэтому изделие размещают на платформе машины лицевой стороной вниз.
^ Швейная машина для выполнения петель с ЧПУ модели LBH-1700 фирмы Juki
Ш вейная машина модели LBH-1700 фирмы Juki (Япония) предназначена для выполнения различных по форме петель (рис.).
вейная машина модели LBH-1700 фирмы Juki (Япония) предназначена для выполнения различных по форме петель (рис.).
Головка 1 швейной машины размещается на промышленном столе. Справа от нее устанавливается многофункциональная операционная панель, на которой устанавливаются не только форма петли, но и режимы работы машины. Микропроцессор с системой хранения и преобразования команд находится в системном блоке 4 управления машиной под крышкой стола.
^ Технические характеристики петельного полуавтоматаLBH-1700следующие:
Максимальная частота вращения
главного вала машины, мин" 1. 3600
Длина петли. устанавливается на цифровом дисплее операционной панели
Длина стежка. 0,2. 0,7
Длина закрепки. 0,4. 31,8
Ширина закрепки (макс.). 0,4. 31,8
Длина прорези (по размеру ножа) 6,4. 31,8
Ширина прорубки ножа. 0. 1,5
Максимальное число шаблонов. 89
Общий вид машины модели LBH-1700:
1 — головка; 2 — электронный регулятор натяжения; 3 — операционная панель; 4 — системный блок; 5 — выключатель
 ^ Механизм иглы4 имеет узел вертикальных перемещений и узел поперечных
^ Механизм иглы4 имеет узел вертикальных перемещений и узел поперечных

Регулировки, обеспечивающие взаимодействие иглы с челноком, те же, что и в обычных швейных машинах челночного стежка.
^ Изменение параметров петли (ширина кромки или закрепки петли, положение петли и расстояние между кромками) производится с помощью команд, задаваемых на операционной панели машины.
^ Механизм нитепритягивателя10 аналогичен п/а класса 25.
Механизм челнока 1 вращающийся с горизонтальной осью вращения
Механизм двигателя ткани имеет узлы перемещения рамки 3 с пластиной 2 и прижатия рамки 3. Усилие прижатия материала рамкой 3 регулируется поворотом винта 8.
Механизм ножа46 служит для перемещения ножа 46 в конце образования петли.
При изменении длины петли производят смену ножа ^ 46 и игольной пластины (при значительном изменении длины петли), соответствующих по ширине лезвия ширине прорези в петле.
По высоте нож 46 устанавливается его смещением после ослабления винта 45.
^ Продольное положение прорези в петле устанавливается смещением ножа 46 с его державкой после ослабления винтов 43. Прорезь в петле должна располагаться симметрично относительно петли в ее центре.
В машине имеются механизм обрезки ниток, отводки нитки и автоматическая система смазки механизмов машины.
^ Общие сведения о влажно-тепловой обработке
Влажно-тепловая обработка (ВТО) – интенсивный процесс тепло- и массообмена, протекающий в очень короткое время и сопровождающийся механическим воздействием на материал. Это элемент технологического процесса изготовления швейного изделия (внутрипроцессная обработка). Ее используют как окончательный этап обработки изделия для получения им товарного вида.
Влажно-тепловая обработка является одним из сложнейших этапов изготовления одежды, от качества проведения которого зависят ее формостойкость и внешний вид.
Качество проведения ВТО во многом зависит от квалификации работника, правильного подбора режимов обработки, а также от типа гладильного оборудования и его состояния. При ВТО можно регулировать температуру нагревания материала, степень его увлажнения, усилие давления и его продолжительность.
Процесс ВТО упрощенно может быть представлен в виде непрерывного цикла, состоящего из трех этапов:
2) увлажнение и нагрев материала;
3) деформация материала путем давления утюга или пресса на обрабатываемый участок изделия;
4) сушка материала и фиксация полученной деформации
Увлажнение может осуществляться двумя способами: паром или водой. Увлажнение с помощью пара имеет ряд преимуществ: оно обеспечивает равномерное увлажнение обрабатываемой поверхности материала и ускоряет процесс ВТО вследствие более быстрого нагрева материала.
Сушка материала и фиксация полученной деформации происходят в процессе удаления избыточной влаги под воздействием нагретой гладильной подушки или утюга, а также принудительным отсосом (более форсировано).
Влажно-тепловая обработка в зависимости от воздействия на материал может выполняться тремя способами.
- глажение – способ, при котором гладящая поверхность, нагретая до определенной температуры, перемещается по обрабатываемой поверхности материала и одновременно оказывает на нее давление;
- прессование – способ, при котором материал сжимается между горячими поверхностями (подушками), не имеющими смещения друг относительно друга;
- пропаривание – способ, при котором обработка материала осуществляется паром без давления горячей поверхности.
Глажение в основном выполняется с помощью утюгов, прессование – прессов, пропаривание – паровоздушных манекенов.
Выбор режимов ВТО изделий является важным, ответственным и весьма сложным этапом. Он обуславливается видом и структурой материала, характером ее обработки и многими другими факторами. Неправильно подобранные режимы приводят к браку: появляются ласы, внешние и внутренние опалы, тепловая усадка, оплавление ворса и опорной поверхности материала, пятна, изменяется цвет.
В основе рекомендуемых режимов лежат предельные значения физических факторов, определяющих эффективность ВТО изделий, изготовленных из текстильных материалов.
Физическими факторами, определяющими результат ВТО, являются тепло, влажность полуфабриката, давление на полуфабрикат и время обработки. От количественных характеристик этих факторов во многом зависят качество обработки и производительность труда при выполнении операции.
Выбор оптимальных режимов для конкретных тканей может быть осуществлен непосредственно на предприятии.
^ Утюги и утюжильные столы
Для выполнения ВТО на труднодоступных участках швейных изделий применяют утюги: с электрическим и паровым обогревом, пароэлектрические и электропаровые.
Гладильная поверхность в утюгах с электрообогревом нагревается с помощью электронагревательных элементов, а увлажнение полуфабриката осуществляется распылением воды на поверхность обрабатываемой ткани или предварительным ее увлажнением. Недостатком такого утюга является необходимость дополнительного нагревания материала после его увлажнения для испарения воды.
При использовании пароэлектрических утюгов увлажнение ткани осуществляется паром, который создается в парообразователе утюга. Недостаток такого утюга – необходимость периодически наполнять парообразователь водой и очищать его от накипи, образующейся при испарении воды в нем.
В электропаровых утюгах для увлажнения полуфабриката используется пар, который подводится по специальному шлангу, а для повышения температуры нагревания гладильной поверхности утюга устанавливаются электронагревательные элементы.
В утюгах с паровым обогревом нагревание материала и увлажнение полуфабриката осуществляются паром, подводимым по специальному шлангу к утюгу. Но ассортимент материалов, которые можно обрабатывать такими утюгами, ограничен.
Общими требованиями, предъявляемыми к утюгам, являются:
- наличие регуляторов температуры и электромагнитных паровых клапанов;
- удобство пользования органами управления, задающими режим ВТО;
- наглядность информации о режиме работы утюга.
В таких утюгах пар может поступать от утюжильного стола или индивидуального парогенератора. Техническая характеристика промышленного электропарового утюга с терморегулятором марки УПП-М ОАО «Орловский опытно-экспериментальный завод «Легмаш» представлена в следующей таблице.
 Лекция понятие права социального обеспечения
Лекция понятие права социального обеспечения
Право социального обеспечения как отрасль одна из самых молодых отраслей. Это группа отношений, ранее входящих в предмет трудового.
Коммерческое предложение
Данное промышленное оборудование спроектировано с учетом того, что оно может применяться как небольшими участками по производству.
1. Место и развитие общего машиностроения в народном хозяйстве РФ
Общее машиностроение это одна из основных отраслей промышленности России. И от того, как будет развиваться общее машиностроение в.
Статистика себестоимости продукции план
Затраты всех видов ресурсов. основных фондов, природного и промышленного сырья, материалов, топлива, энергии, труда, используемых.
Используемые в производстве ресурсы, от которых зависит объем выпускаемой продукции это
К-55. XVI xviii вв. – одна из самых насыщенных эпох в истории человечества.