




 Рейтинг: 4.7/5.0 (1882 проголосовавших)
Рейтинг: 4.7/5.0 (1882 проголосовавших)Категория: Инструкции
ОРГАНИЗАЦИЯ КОНТРОЛЯ ЗА КАЧЕСТВОМ РЕМОНТА
Организация контроля качества основана на строгом соблюдении требований действующей технической и технологической документации, приведенной в приложении А.
Документация, указанная в этом приложении, должна храниться в КПА.
Соблюдение действующих нормативно-технических требований по ремонту автосцепного устройства проверяют руководители вагонной службы, начальники вагонного депо или их заместители в соответствии с личными нормативами с записью в журнале ремонта.
Ответственность за безусловное выполнение всех требований нормативно-технической документации по ремонту автосцепного устройства лежит на начальнике вагонного депо и заместителе начальника по ремонту.
За качество ремонта несут ответственность непосредственный исполнитель, бригадир КПА, мастер подсобно-заготовительного цеха.
В процессе ремонта деталей и узлов бригадир КПА и мастер обязаны контролировать качество выполнения работ по операциям. Контроль за производством испытания деталей на растяжение возложен на бригадира КПА. Контроль за дефектоскопированием особо ответственных деталей согласно техническим указаниям возложен на начальника лаборатории НК.
Приемщик МПС обязан проверить соответствие деталей и узлов автосцепного устройства нормам и допускам, предусмотренным для данного типа подвижного состава настоящим технологическим процессом, «Инструкцией по ремонту и обслуживанию автосцепного устройства подвижного состава железных дорог Российской Федерации».
Руководители ремонтных предприятий обязаны своевременно организовывать техническое обслуживание и ремонт оборудования и технологической оснастки КПА и периодически контролировать их работу с соответствующей отметкой в книге, согласно технических паспортов, а также производить проверку шаблонов в установленные сроки.
Вагонное депо, производящее полный осмотр автосцепного устройства, гарантирует его исправную работу на подвижном составе в установленный срок.
ТЕХНИЧЕСКАЯ ДОКУМЕНТАЦИЯ И ОТЧЕТНОСТЬ
Для контроля за выполнением требований настоящего технологического процесса в КПА установлена следующая техническая документация:
Журнал регистрации отремонтированных автосцепок и тяговых хомутов
Журнал регистрации испытаний деталей на растяжение
Журнал регистрации НК деталей автосцепного устройства и тягового хомута
комплект документов «Технологического процесса ремонта автосцепного устройства подвижного состава».
Вся отчетная техническая документация по п. 6.1 хранится в помещении КПА. Ответственность за хранение и своевременное заполнение документов несет мастер КПА.
ремонт автосцепной вагоносборочный дефект
ТЕХНОЛОГИЯ РЕМОНТА АВТОСЦЕПНОГО УСТРОЙСТВА НА ВАГОНОСБОРОЧНОМ УЧАСТКЕ
Организация рабочего места
Позиция сборочного цеха, на которой производится снятие деталей и узлов автосцепного устройства оснащена технологической оснасткой и приспособлениями следующих наименований:
электророзетками с напряжением 36-42 В для подключения переносной лампы
Последовательность выполнения работ
Осмотр и определение объема ремонта несъемных деталей и узлов автосцепного устройства на подвижном составе производит мастер или бригадир цеха.
Демонтаж и транспортировка в КПА съемных узлов и деталей автосцепного устройства производят в следующем порядке:
- отсоединяют цепь расцепного привода от рычага путем отвинчивания контргайки и гайки с регулировочного болта;
- демонтируют крепление клина тягового хомута. При изгибе клина применяют скобу – съемник; затем снимают автосцепку, маятниковые подвески и центрирующую балочку;
- расшплинтовывают шплинты болтов и отвинчивают с них гайки (кроме двух) поддерживающей планки (с помощью гайковерта). Поглощающий аппарат, тяговый хомут и упорную плиту снимают вместе с поддерживающей планкой с помощью приспособления для смены поглощающего аппарата;
- все снятые детали и узлы транспортируются в КПА для осмотра и ремонта.
Все типы аппаратов должны быть демонтированы при каждом плановом ремонте вагонов.
Для демонтажа поглощающего аппарата он предварительно сжимается, затем снизу к поддерживающей планке подводится подвижная часть устройства для его замены. Гайки болтов поддерживающей планки отвинчиваются, и аппарат вместе с планкой, тяговым хомутом и упорной плитой опускается на основание приспособления. После чего пресс для сжатия снимается, а демонтируемые детали направляются в КПА для освидетельствования и ремонта.
Ударная розетка, передние и задние упоры, располагающиеся на хребтовой балке, и детали расцепного привода осматриваются и проверяются на вагоне. Указанные детали снимают с вагона только в случаях, если отремонтировать их на подвижном составе не представляется возможным.
Износ и перекос опорных поверхностей упоров хребтовой балки допускается не более 3 мм. Расстояние между передними и задними упорами должно быть в пределах от 622 до 625 мм, между боковыми гранями упорных поверхностей (в направлении между станками хребтовой балки) не менее 205 мм и не более 220 мм у передних упоров и не менее 165 мм и не более 220 мм у задних.
Опорные места ударной розетки для головок маятниковых подвесок должны соответствовать требованиям шаблонов (приложение Б). Местные износы на корпусе розетки допускаются до 5 мм.
Фиксирующий кронштейн и кронштейн поддерживающий должны быть закреплены болтами 16 мм с гайками, контргайками и шплинтами 4х25 мм; трещины в кронштейнах не более одной заваривают.
Изношенные места кронштейнов наплавляют в случае, если износы нарушают действие расцепного привода или автосцепки.
Расцепной рычаг должен плоской частью свободно входить в паз фиксирующего кронштейна и иметь ограничитель от продольного перемещения.
Диаметр прутка цепи должен быть не более 9 мм и не менее 7 мм, а прутка соединительного звена 10 мм.
Внутренние размеры соединительного кольца: длина 45-35 мм, а ширина 18-14 мм.
Проверяется длина короткого плеча расцепного рычага от оси стержня до центра отверстия, которая должна составлять 190 +10 мм.
Ограничительная планка или скоба на хребтовой балке (или другое ограничительное устройство), предохраняющая тяговый хомут от поднятия и автосцепку от провисания, в обязательном порядке заменяется, если она погнута или в ней имеются трещины.
Крепление всех деталей должно быть типовым в соответствии с чертежами, ослабшие заклепки переклепывают, а болтовые соединения подтягивают.
Монтаж деталей и узлов производится в обратной последовательности.
ОРГАНИЗАЦИЯ РАБОТЫ КПА
КПА предназначен для ремонта автосцепного устройства подвижного состава (рис.1).
Годовая программа ремонта автосцепного устройства в КПА определяется планом ремонта вагонов в депо, с учетом обеспечения отремонтированными узлами и деталями пунктов технического обслуживания и ремонтных предприятий.
В состав КПА входят:
участок наружной очистки;
участок для разборки и дефектоскопирования и сборки автосцепки;
участок сварочных работ;
участок механической обработки
участок ремонта поглощающих аппаратов, тяговых хомутов, упорных плит и других деталей.
Проведение работ на участке наружной очистки
На участке наружной очистки производится очистка узлов и деталей автосцепного устройства.
Снятые с вагона детали и узлы автосцепного устройства транспортируют на электрокарах на участок наружной очистки КПА. До очистки детали осматриваются на предмет выявления наружных дефектов по свойственным им признакам.
Участок для разборки, дефектоскопирования и сборки
Участок для разборки и дефектоскопирования и сборки оборудован необходимой технологической оснасткой и приспособлениями.
Автосцепки с накопительной позиции кран-балкой устанавливают на стенд, где их разбирают, корпус и детали механизма осматривают и проверяют шаблонами, средствами неразрушающего контроля.
Детали механизма сцепления, требующие наплавочных работ, поступают на участок сварочных работ.
Детали с дефектами, указанными в приложении Г, ремонту не подлежат и сдаются в металлолом.
Сборка механизма сцепления в корпусе автосцепки проводится деталями, отремонтированными и проверенными соответствующими шаблонами.
Детали, поступившие на сборку, проходят контрольный осмотр и клеймение на слесарном верстаке.
Сборка автосцепки производится на стенде.
Собранная автосцепка проверяется шаблонами (Приложение В).
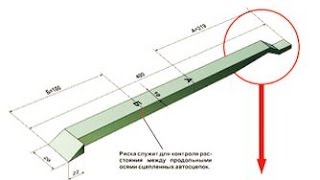
Расстояние от продольной оси (литейного шва) корпуса автосцепки до горизонтальной полки ограничителя вертикальных перемещений должно быть 280 +5 мм.
После проверки собранной автосцепки валик подъемника закрепляют болтом М 10х90 с гайкой, под которые ставят фасонные шайбы и загибают их на головку болта и гайку.
После окончания проверки и признания исправными на автосцепки ставят клейма транспортируют в вагоносборочный цех.
Участок сварочных и наплавочных работ
Участок расположен в сварочном отделении КПА.
На сварочном столе производят наплавочные работы на деталях механизма автосцепки.
На стенде производится заварка трещин и наплавочные работы на корпусе автосцепки, поглощающих аппаратов и тяговых хомутов.
После выполнения сварочных работ корпуса автосцепки передаются на участок механической обработки при помощи кран-балки и транспортной тележки.
При ремонте поверхностей контура зацепления корпуса сварочные швы разрешается накладывать не ближе 15 мм к местам закруглений. Твердость наплавляемого металла ударно-тяговых поверхностей для пассажирских вагонов – не менее 450 НВ, для грузовых вагонов и должна быть не менее 250 НВ.
Участок упрочнения деталей автосцепки
Упрочнение деталей автосцепки производится на участке упрочнения деталей пассажирских вагонов подсобно-заготовительного цеха. Во исполнение требований приказа № 2Ц от 17.01.2002 г. об увеличении межремонтного пробега до 450 тыс.км упрочнению подвергаются поверхности следующих деталей автосцепного устройства (рис. 2):
Для обработки деталей после наплавки используют заточной станок, поперечно-строгальный станок.
Детали механизма сцепления обрабатываются на фрезерном станке при помощью специальных приспособлений в механическом отделении цеха деповского ремонта. После обработки детали проверяют шаблонами (приложение В).
Участок ремонта поглощающих аппаратов, тяговых хомутов, упорных плит и других деталей
Участок должен иметь необходимые оборудование и приспособления.
Номер проекта ПКБ ЦВ или тип оборудования
Стенд для магнитного контроля тяговых хомутов.
Пресс для разборки и сборки поглощающих аппаратов.
Поглощающие аппараты, поступившие в ремонт, разбираются. Производится проверка их деталей с помощью универсального измерительного инструмента и шаблонов согласно приложению В. Неисправные детали заменяются исправными или новыми, а затем производится сборка аппаратов и проверка в собранном состоянии. К сборке допускаются резинометаллические элементы аппарата Р-2П толщиной не менее 39 мм, аппарата Р-5П – не менее 30 мм. Детали с дефектами, указанными в приложении Г, ремонту не подлежат и сдаются в металлолом.
После очистки тяговые хомуты поступают на участок дефектоскопирования и ремонта.
При проверке технического состояния тягового хомута уточняют допускаемые размеры, при которых они считаются годными:
если толщина перемычки со стороны отверстия для клина не менее 50 мм;
если трещины после их вырубки, по глубине не более 3 мм с плавным переходом разделок на литейную поверхность и не расположены на тяговых полосах;
если износы тяговых полос не более 3 мм, а боковых поверхностей головной и задней опорных частей – не более 5 мм;
если хомут отвечает требованиям проверки шаблонами (Приложение В).
Изношенные поверхности тяговых хомутов подвергают наплавке с последующей обработкой. Наплавку перемычки отверстия для клина тягового хомута выполняют так, чтобы после обработки толщина перемычки была не менее 58 мм и не более 61 мм. После наплавки тяговый хомут должен отвечать требованиям шаблонов (Приложение В).
Тяговые хомуты отлитые до 1950 г. изымаются из эксплуатации.
Для равномерного износа тяговых полос и поверхностей проема хомута автосцепки СА-3М разрешается перевертывать хомут неизношенной тяговой полосой вниз, если отверстия для валика были отремонтированы согласно требованиям Инструкции ЦВ-ВНИИЖТ-494
Дефектоскопирование элементов тяговых хомутов производится на стенде дефектоскопами.
Исправные, отремонтированные тяговые хомуты и маятниковые подвески передаются кран-балкой и с помощью тележки из ремонтно-заготовительного цеха в вагоносборочных цех.
Клин (валик) тягового хомута, болты крепления клина (валика), упорная плита и детали центрирующего прибора проверяются на слесарном столе.
Трещины на клине (валике) маятниковой подвеске, упорной плите, поддерживающей планке, вкладыше и поддерживающей планке автосцепки СА-3М не допускаются (детали сдаются в металлолом).
Дефектоскопирование клина (валика), маятниковой подвески, производится в ремонтн-заготовительном отделении дефектоскопами МД-12 ПШ (см. Технологический хпроцесс работы ремонтно-заготовительного цеха).
Износ деталей, указанных в п. 8.8.14 проверяют при дефектации:
– для клина – ширина клина в любом сечении допускается не менее 90 мм при капитальном ремонте, и не менее 88 мм при остальных видах периодического ремонта подвижного состава; толщина клина допускается не менее 28 мм в наиболее изношенном сечении, изгиб не более 3 мм, высота ограничительных буртиков не менее 15 мм, а высота клина не менее 305 мм.
Ремонт клина тягового хомута не допускается.
Для упорной плиты толщина в средней части должна быть не менее 55 мм при капитальном ремонте и не менее 53 мм при остальных видах периодического ремонта подвижного состава. После ремонта толщина плиты должна быть от 58 до 59 мм.
Ремонт плиты упорной осуществляется наплавкой на сварочном участке и механической обработкой на станке. После ремонта плита передается на позицию комплектования с тяговым хомутом и поглощающим аппаратом.
Для поддерживающей планки автосцепки СА-3 износ по толщине допускается не более 4 мм. При износе более 4 мм изношенную поверхность наплавляют и после механической обработки направляют на позицию сборки автосцепного устройства в комплекте с поглощающим аппаратом.
Валик тягового хомута, упорная плита, вкладыш и поддерживающая планка автосцепки СА-3М признаются негодными также, если имеются следующие дефекты:
диаметр валика менее 87 мм или изгиб более 2 мм. Ремонт валика тягового хомута не допускается;
толщина упорной плиты менее 44 мм. Допускается восстанавливать плиту при большем износе наплавкой и обработкой до толщины 48-49 мм;
толщина вкладыша менее 44 мм. При большем износе вкладыш восстанавливают наплавкой и механической обработкой до толщины 47-48 мм;
износ поддерживающей планки по толщине более 3 мм. При износе более 3 мм изношенные места восстанавливают наплавкой и обработкой заподлицо с неизношенной поверхностью.
Маятниковые подвески проверяют шаблонами (Приложение В) и при несоответствии шаблонам наплавляются опорные поверхности головок с последующей обработкой и проверкой шаблонами.
Центрирующие балочки проверяют шаблонами (Приложение В) и при несоответствии шаблонам наплавляют изношенные места с последующей обработкой и проверкой шаблонами. Допускается заварка трещин в случае, если после вырубки рабочее сечение уменьшается не более, чем на 25%.
Стяжные болты поглощающих аппаратов допускается не ремонтировать при износах менее 5 мм.
Стяжные болты поглощающих аппаратов при приварке новых частей и при периодических видах ремонта поглощающего аппарата с разборкой подвергаются испытанию на растяжение в подсобно-заготовительном цехе.
РЕМОНТ ДЕТАЛЕЙ, НЕСНИМАЕМЫХ С ПОДВИЖНОГО СОСТАВА
Опорные места для головок маятниковых подвесок в ударной розетке проверяют шаблонами (Приложение В). Износы более допустимых устраняют наплавкой с последующей обработкой до альбомных размеров. Местные износы на корпусе розетки глубиной более 5 мм разрешается восстанавливать наплавкой.
Заварку трещин следует производить в соответствии с Инструкцией ЦВ-201-98.
Расцепной привод автосцепного устройства осматривают и ремонтируют на позициях вагоносборочного участка.
Детали привода требующие ремонта демонтируют с вагона для ремонта в КПА.
Отремонтированные или новые детали устанавливают на вагоне согласно альбомной документации.
КЛЕЙМЕНИЕ И ОКРАСКА ОТРЕМОНТИРОВАННЫХ И ПРОВЕРЕННЫХ УЗЛОВ И ДЕТАЛЕЙ АВТОСЦЕПНОГО УСТРОЙСТВА
После ремонта и проверки шаблонами клеймению подлежат детали (рис.2):
корпус поглощающего аппарата,
вкладыш и поддерживающая плита центрирующего прибора.
Места расположения клейм на узлах и деталях автосцепного устройства установлены "Инструкцией по ремонту и обслуживанию автосцепного устройства подвижного состава железных дорог" ЦВ-ВНИИЖТ-494 (п.2.7.).
Клейма ставят на деталях автосцепного устройства в КПА после ремонта, проверки и признания их годными. Устанавливать на подвижной состав детали и узлы без клейм запрещается. Новые детали механизма, не бывшие в ремонте и эксплуатации и предназначенные для комплектовки выпускаемых из ремонта автосцепок, должны быть проверены шаблонами. На годные детали ставят клейма, а на забракованные – оформляют акты-рекламации, которые составляются в установленном порядке и направляются заводу – поставщику. Новые поглощающие аппараты и автосцепки, поступившие в собранном виде, шаблонами не проверяют и не клеймят.
На детали, отремонтированные сваркой и наплавкой и подлежащие испытанию на растяжение и неразрушающему контролю, следует наносить клейма после приёмки деталей в соответствии с действующей нормативно-технической документацией по НК и другими инструкциями, утверждёнными ЦВ МПС России.
Окраска деталей автосцепного устройства, кроме зева автосцепки и деталей ее механизма, производится до постановки на вагон черной краской, сигнальный отросток замка окрашивают красной краской. У поглощающих аппаратов окрашивают только наружные поверхности корпуса.
Смазывать детали механизма автосцепки и трущиеся части поглощающего аппарата запрещается.

Рис.3 Детали автосцепного устройства.
1 – замок, 2 – замкодержатель; 3 – предохранитель; 4 – подъёмник замка; 5 – валик подъёмника; 6 – корпус автосцепки в сборе; 7- ударная розетка; 8 – маятниковая подвеска; 9 – клин тягового хомута; 10 – упорная плита; 11 – центрирующая балочка; 12 – поддерживающая плита центрирующего прибора; 13 – тяговый хомут; 14 – вкладыш; 15 – валик.
УСТАНОВКА ОТРЕМОНТИРОВАННЫХ И ПРОВЕРЕННЫХ ДЕТАЛЕЙ И УЗЛОВ АВТОСЦЕПНОГО УСТРОЙСТВА НА ВАГОН
Поглощающие аппараты устанавливаются на вагон в комплекте с тяговым хомутом и упорной плитой в соответствии с Инструкцией ЦВ-ВНИИЖТ-494, при этом необходимо соблюдать следующие требовании я.
Расстояние от упора головы корпуса автосцепки до грани розетки должно соответствовать значениям, указанным в таблице, после удаления установочных прокладок.
Высоту автосцепки над головками рельсов на прямом и горизонтальном участке пути измеряют по передней плоскости центрирующей балочки с помощью рейки. Высота должна соответствовать данным, указанным в Инструкции ЦВ-ВНИИЖТ-494 (таблица 2.2. стр.90).
Разница по высотам осей автосцепок по обоим концам вагона при выпуске из деповского ремонта должна быть не более 25 мм.
Провисание автосцепки допускается у вагонов и локомотивов не более чем на 10 мм, а отклонение вверх – не более чем на 3 мм.
При центрирующем приборе с маятниковым подвешиванием зазор между верхней плоскостью хвостовика и потолком ударной розетки на расстоянии 15-20 мм от наружной ее кромки должен быть в пределах 25-40 мм, а между этой же плоскостью хвостовика и верхней кромкой окна в концевой балке – не менее 20 мм.
Установленная на вагон автосцепка должна свободно перемещаться из среднего положения в крайнее от усилия одного человека и возвращаться обратно под действием собственного веса. Эту проверку, выполняют, когда аппарат плотно прилегает дном корпуса к задним упорам и через упорную плиту к передним упорам.
Длина цепи расцепного привода должна быть отрегулирована так, чтобы при нахождении рычага на полочке фиксирующего кронштейна нижняя часть замка не выступала наружу от вертикальной стенки зева.
Поглощающий аппарат должен плотно прилегать дном корпуса к задним упорам, а через упорную плиту - к передним упорам.




















Обслуживание автосцепного устройства происходит на основании Инструкции по ремонту и обслуживанию автосцепного устройства подвижного состава железных дорог ЦВ-ВНИИЖТ-494.
Проверка автосцепного устройства при техническом обслуживании вагонов и локомотивов.
Требования, изложенные в данной главе, относятся к проверке автосцепного устройства во время технического обслуживания вагонов при подготовке поездов на пунктах технического обслуживания, а также вагонов под погрузку, при техническом обслуживании ( TO -2: TO -3) локомотивов и вагонов дизель- и электропоездов, техническом обслуживании специального подвижного состава и в других случаях, специально оговоренных ОАО «РЖД».
Запрещается постановка в поезда и следование в них вагонов и других единиц подвижного состава, у которых автосцепное устройство имеет хотя бы одну из следующих неисправностей (в том числе выявляемых в зоне, видимой при осмотре с пролазкой):
а) трещина корпуса автосцепки;
б) трещина тягового хомута, излом клина тягового хомута или валика, неисправное или нетиповое их крепление. Признаками излома клина являются изгиб болта, поддерживающего клин, блестящая намятина заплечиков клина, металлическая пыль на хомуте, увеличенный или уменьшенный выход автосцепки, а также двойной удар при ударе молотком по клину снизу;
в) излом или трещина центрирующей балочки, маятниковых подвесок (или направляющей рейки центрирующего прибора безмаятникового типа), неправильно поставленные маятниковые подвески грузовых вагонов (широкими головками вниз), излом пружин, отсутствие гаек или обрыв болтов пружин центрирующего прибора;
г) износ или другие повреждения корпуса и механизма сцепления, при которых возможен саморасцеп автосцепок.
Действие предохранителя от саморасцепа проверяют специальным ломиком (рис.8.26).

Для проверки ломик заостренным концом вводят сверху в пространство между ударной стенкой зева одной автосцепки и торцевой поверхностью замка другой (смежной) автосцепки (рис.8.27, о положение 1 ). Поворачивая выступающий конец ломика по направлению стрелки, нажимают заостренным конном на замок.
Если он не ухолит внутрь кармана и при этом слышен четкий металлический стук от удара предохранителя в противовес замкодержателя, значит предохранительное устройство от саморасцепа исправно. Также проверяют и смежную автосцепку.

При проверке автосцепок пассажирских вагонов между секциями локомотивов, а также грузовых вагонов, если находящийся в них груз препятствует введению ломика сверху, ломик вводят снизу через отверстие в нижней стенке кармана и, упираясь в кромку отверстия, нажимают на замок в нижней части (рис. 8.27, б положение 4 ).
Если при проверке действия предохранителя от саморасцепа обнаружено, что замок раскачивается более чем на 20 мм (определяют это при помощи заостренной части ломика, имеющей ширину 20 мм) или выходит за кромку ударной поверхности малого зуба, то необходимо проверить, лежит ли на полочке верхнее плечо предохранителя. Для этого изогнутый конец ломика заводят за выступ замка (рис.8.27, а положение 2 ) и нажимают на выступающую часть ломика по направлению стрелки, выталкивая замок из кармана корпуса до отказа. Если замок
неподвижен или его свободное качание значительно уменьшилось, то это означает, что предохранитель соскочил с полочки.
Когда автосцепки натянуты и увести замки внутрь кармана корпуса ломиком невозможно, надежность работы механизма определяют по состоянию замкодержателя, предохранителя и полочки. Чтобы проверить замкодержатель, ломик вводят в пространство между ударными поверхностями автосцепок сверху или снизу через отверстие корпуса, предназначенное для восстановления сцепленного состояния у ошибочно расцепленных автосцепок (рис. 8.27, б положение 3 ), и нажимают на лапу замкодержателя. Если лапа после прекращения нажатия возвратится в первоначальное положение и будет прижиматься к ударной поверхности малого зуба смежной автосцепки, то замкодержатель исправен. В случае, когда противовес замкодержателя отломан, лапа свободно качается, и при нажатии на нее ломиком проверяющий не ощущает заметного сопротивления. Заедание замкодержателя внутри кармана корпуса, обнаруживаемое при нажатии на его лапу ломиком сверху, свидетельствует о возможном изгибе полочки для верхнего плеча предохранителя, препятствующем свободному повороту замкодержателя. Наличие верхнего плеча предохранителя проверяют ломиком, который вводят в карман корпуса через отверстие для сигнального отростка (рис. 8.27, а положение 5 ). Прижимая ломик к замкодержателю, упирают его изогнутый конец в предохранитель и перемещают по направлению к полочке. Металлический
звук от удара предохранителя о полочку при отпускании ломика указывает на то, что верхнее плечо предохранителя не изломано. Если ломик при перемещении не упрется в полочку, значит, она отсутствует;
д) трещина или сквозная протертость корпуса поглощающего аппарата; повреждения, вызывающие потерю поглощающим аппаратом упругих свойств, о чем свидетельствует наличие зазора между упорными угольниками и упорной плитой или корпусом аппарата (при поглощающем аппарате 73 ZW указанный суммарный зазор допускается не более 5 мм);
е) зазор между потолком розетки и хвостовиком корпуса автосцепки менее 25 мм (для центрирующего прибора с жесткой опорой);
ж) выход вкладышей крепления крышки поглощающего аппарата Ш-6-ТО-4 за наружные плоскости боковых стенок корпуса;
з) ход более 70 мм поглощающего аппарата, установленного на вагоны с розеткой старой конструкции, имеющей длину выступающей части 185 мм;
и) расстояние от упора головы до ударной розетки при поглощающем аппарате Ш-1-ТМ (Ш-1-Т) и розетки, имеющей длину выступающей части 185 мм, менее 60 мм и более 90 мм, при укороченных розетках с длиной выступающей части 130 мм и поглощающих аппаратах Ш-2- B. Ш-6-ТО-4, ПМК-ПОА, ПМК-110К-23, 73 ZW - менее 110 мм и более 150 мм, у восьмиосных вагонов и других единиц подвижного состава с аппаратами Ш-2-Т — менее 100 мм и более 140 мм;
к) трещина, излом или нетиповое крепление планки, поддерживающей тяговый хомут, упоров, упорной плиты, кронштейнов разцепного привода, валика подъемника;
л) длинная цепь разцепного привода (определяют при постановке рукоятки рычага на горизонтальную полочку кронштейна; при нормальной длине цепи нижняя часть замка не должна выступать за ударную стенку зева корпуса автосцепки);
м) короткая цепь разцепного привода (об этом свидетельствует невозможность положить рукоятку рычага на горизонтальную полочку кронштейна), обрыв или нетиповое крепление цепи рычага;
н) отсутствие блокировочных устройств расцепных рычагов пассажирских вагонов и вагонов электропоездов внутри состава; не прикрученные проволокой к фиксирующему кронштейну рукоятки расцепных рычагов грузовых вагонов, находящихся под общим грузом;
о) повреждение или отсутствие ограничителей у автосцепок пассажирских вагонов, вагонов электропоездов, а также грузовых вагонов, на которых предусмотрена постановка автосцепок с ограничителями вертикальных перемещений;
п) высота оси автосцепки над уровнем головок рельсов более 1080 мм у локомотивов и порожних грузовых и пассажирских вагонов, менее 980 мм у вагонов с пассажирами, менее 950 мм — у локомотивов и загруженных грузовых вагонов;
р) разность по высоте между продольными осями сцепленных автосцепок более 100 мм (кроме автосцепок локомотива и первого груженого грузового вагона, у которых допускается разность 110 мм); разность между продольными осями автосцепок смежных вагонов в пассажирских поездах, курсирующих со скоростью до 120 км/ч, более 70 мм, а в поездах, курсирующих со скоростью свыше 120 км/ч, а также у вагонов электропоездов и у локомотивов между секциями — более 50 мм; между локомотивом и первым вагоном пассажирского поезда — более 100 мм.
В пунктах формирования и оборота пассажирских составов, а также при ТО-З вагонов дизель- и электропоездов дополнительно контролируют ломиком-калибром износ элементов контура зацепления сцепленных автосцепок при растянутых вагонах.
При этом зазоры проверяют утолщенной крестообразной частью ломика, имеющей контрольные размеры (22 ±0,1) мм и (25 ± 0,1) мм.
Если ломик проходит в соответствующий зазор, то необходимо расцепить и разъединить вагоны, произвести полную проверку автосцепок шаблоном 940р и заменить негодные детали или автосцепку в сборе с механизмом.
Автосцепки концевых вагонов поездов, групп вагонов, отдельно стоящих вагонов и локомотивов проверяют шаблоном 873 в следующем порядке:
а) контролируют ширину зева, которая считается достаточной, если шаблон, приложенный к углу малого зуба (рис. 8.28, а), другим своим концом не проходит мимо носка большого зуба;
б) проверяют длину малого зуба, которая считается нормальной, если шаблон не надевается на зуб полностью, т.е. имеется зазор (рис. 8.28, б). Проверку производят на расстоянии 80 мм вверх и вниз от продольной оси автосцепки;
в) проверяют расстояние от ударной стенки зева до тяговой поверхности большого зуба, которое считается нормальным, если шаблон не входит в пространство между ними, т.е. имеется зазор (рис. 8.28, в). Проверку производят в средней части большого зуба на высоте 80 мм вверх и вниз от середины (проверка против окна для лапы замкодержателя не производится);
г) контролируют толщину замка, которая считается нормальной, если вырез в шаблоне меньше этой толщины, т.е. имеется зазор (рис. 8.28, г);
д) проверяют действие предохранителя от саморасцепа, для чего шаблон устанавливают перпендикулярно к ударной стенке зева автосцепки так, чтобы шаблон одним концом упирался в лапу замкодержателя, а угольником — в тяговую поверхность большого зуба (рис. 8.28, д). Предохранитель годен, если замок при нажатии на него уходит в карман головы автосцепки не более чем на 20 мм и не менее чем на 7 мм.

Сохраняя такое же положение шаблона, проверяют действие механизма на удержание замка в расцепленном состоянии до разведения вагонов, для чего поворачивают валик подъемника до отказа и затем отпускают его (рис. 8.28, е). Автосцепка годна, если замок удерживается в верхнем положении, а после прекращения нажатия шаблоном на лапу опускается под действием собственного веса в нижнее положение.
Шаблоном 873 можно проверить разницу по высоте между продольными осями сцепленных автосцепок (рис. 8.28, ж). Для проверки шаблон концом (рис. 8.28, з) упирают снизу в замок автосцепки, расположенной выше. Если при этом между выступом шаблона и низом замка расположенной ниже другой автосцепки будет зазор, то разница между продольными осями автосцепок составляет менее 100 мм.
Требования, указанные в настоящем разделе, относятся к осмотру, проверке и ремонту автосцепного устройства при текущем отцепочном ремонте вагонов, единой технической ревизии пассажирских вагонов (ТО-3), промывочном ремонте паровозов, текущем ремонте ТР-1 тепловозов, электровозов и вагонов дизель- и электропоездов.
При наружном осмотре необходимо проверить:
а) действие механизма автосцепки;
б) износ тяговых и ударных поверхностей большого и малого зубьев, ширину зева корпуса, состояние рабочих поверхностей замка;
в) состояние корпуса автосцепки, тягового хомута, клина тягового хомута и других деталей автосцепного устройства (наличие в них трещин и изгибов);
г) состояние расцепного привода и крепление валика подъемника автосцепки;
д) крепление клина тягового хомута;
е) прилегание поглощающего аппарата к упорной плите и задним упорным угольникам (упору);
ж) зазор между хвостовиком автосцепки и потолком ударной розетки;
з) зазор между хвостовиком автосцепки и верхней кромкой окна в концевой балке;
и) высоту продольной оси автосцепки пассажирских вагонов от головок рельсов;
к) положение продольной оси автосцепки относительно горизонтали;
л) состояние валика, болтов, пружин и крепления паровозной розетки.
В случае выявления неисправности действия механизма автосцепки, а также при единой технической ревизии пассажирских вагонов механизм автосцепки разбирают, карманы корпуса осматривают, при необходимости очищают, неисправные детали заменяют исправными и после сборки проверяют действие механизма в установленном порядке.
Не разрешается выпускать подвижной состав в эксплуатацию при наличии хотя бы одной из следующих неисправностей:
а) автосцепка не отвечает требованиям проверки комбинированным шаблоном 940р;
б) детали автосцепного устройства с трещинами;
в) разница между высотами автосцепок по обоим концам вагона более 25 мм, провисание автосцепки подвижного состава более 10 мм; высота оси автосцепки пассажирских вагонов от головок рельсов более
1080 мм и менее 1010 мм у вагонов на тележках КВЗ-5, КВЗ-ЦНИИ и менее 1000 мм на тележках остальных типов;
г) цепь расцепного привода длиной более или менее допустимой; цепь с незаверенными звеньями или надрывами в них;
д) зазор между хвостовиком автосцепки и потолком ударной розетки менее 25 мм; зазор между хвостовиком и верхней кромкой окна в концевой балке менее 20 мм (при жесткой опоре хвостовика);
е) замок автосцепки, отстоящий от наружной вертикальной кромки малого зуба более чем на 8 мм или менее чем на 1 мм; лапа замкодержателя, отстоящая от кромки замка менее чем на 16 мм (у замкодержателей, не имеющих скоса, — менее чем на 5 мм);
ж) валик подъемника заедает при вращении или закреплен нетиповым способом;
з) толщина перемычки хвостовика автосцепки, устанавливаемой вместо неисправной на вагон, выпускаемый из текущего отцепочного ремонта, менее 48 мм;
и) поглощающий аппарат не прилегает плотно через упорную плиту к передним упорам, а также к задним упорам (для аппарата 73 ZW допускается наличие суммарного зазора между передним упором и упорной плитой или корпусом аппарата и задним упором до 5 мм);
к) упорные угольники, передние и задние упоры с ослабленными заклепками;
л) планка, поддерживающая тяговый хомут, толщиной менее 14 мм, либо укрепленная болтами диаметром менее 22 мм, либо без контргаек и шплинтов на болтах (допускается крепление поддерживающей планки болтами диаметром 20 мм, но в количестве 10 шт.);
м) нетиповое крепление клина (валика) тягового хомута;
н) неправильно поставленные маятниковые подвески центрирующего прибора (широкими головками вниз);
о) ограничительный кронштейн автосцепки с трещиной в любом месте, износом горизонтальной полки или изгибом более 5 мм;
п) отсутствие предохранительного крюка у паровозной автосцепки; валик розетки, закрепленный нетиповым способом; ослабшие болты розетки; болты без шплинтов или со шплинтами, не проходящими через прорези корончатых гаек.
Порядок проверки автосцепки комбинированным шаблоном 940р:
а) проверка исправности действия предохранителя замка. Прикладывают шаблон, как показано на рис. 8.29, а, и одновременно нажимают рукой на замок, пробуя втолкнуть его в карман корпуса автосцепки.

Уход замка полностью в карман корпуса указывает на неправильное действие предохранителя замка. Если предохранитель действует правильно (верхнее его плечо упирается в противовес замкодержателя при нажатии на лапу ребром комбинированного шаблона), то замок должен уходить от кромки малого зуба автосцепки не менее чем на 7 мм и не более чем на 18 мм (измеряют в верхней части замка);
б) проверка действия механизма на удержание замка в расцепленном положении. Шаблон прикладывают, как показано на рис. 8.29, б. Затем поворотом до отказа валика подъемника уводят замок внутрь полости кармана и освобождают валик, продолжая удерживать шаблон в зеве автосцепки. Если замок опускается обратно вниз, значит, механизм неисправен;
в) выявление возможности преждевременного включения предохранителя замка при сцеплении автосцепок. Шаблон устанавливают так, чтобы его откидная скоба стороной с вырезом 35 мм нажимала на лапу замкодержателя, а лист шаблона касался большого зуба (рис. 8.29, в). Автосцепка считается годной, если при нажатии на замок он беспрепятственно уходит в карман на весь свой ход;
г) проверка толщины замыкающей части замка. Прикладывают шаблон, как показано на рис. 8.30, а. Если шаблон одновременно прилегает к боковым сторонам малого зуба и замка, значит замок не годен (тонок);

д) проверка ширины зева автосцепки (без замка). Шаблон прикладывают одним концом к углу малого зуба (рис. 8.30, б), а другим подводят к носку большого зуба. Если шаблон проходит мимо носка большого зуба в зев, то корпус автосцепки негоден. Проверка производится по всей высоте носка большого зуба;
е) проверка износа малого зуба. Шаблон прикладывают, как показано на рис.8.30, в. Если шаблон соприкасается с боковой стенкой малого зуба, то автосцепка негодна. Проверку выполняют на расстоянии 80 мм вверх и вниз от продольной оси корпуса;
ж) проверка износа тяговой поверхности большого зуба и ударной поверхности зева. Шаблон устанавливают, как показано на рис. 8.30, в. Если шаблон входит в зев, то автосцепка негодна. Проверку выполняют в средней части большого зуба по высоте на 80 мм вверх и вниз от середины (проверка большого зуба против окна для лапы замкодержателя не производится).
Автор: Карен Саркисян
Написано дляwww.Base-Road.ru
С первых дней перевода железнодорожного подвижного состава с винтовой упряжи на автосцепку правилам технического содержания и ремонта автосцепного устройства уделялось большое внимание. Первая (временная) «Инструкция по осмотру и ремонту автосцепного оборудования» № ЦВ/922 появилась в 1938 году. Затем она периодически – в 1946, 1965, 1982 и 1997 годах – изменялась. Таким образом новая редакция инструкции – это уже шестое издание, которое на сегодняшний день наиболее полно отражает требования, предъявляемые к автосцепному устройству в эксплуатации и при ремонте.
Применявшаяся до 2011 году «Инструкция по ремонту и обслуживанию автосцепного устройства» № ЦВ-ВНИИЖТ/494 была утверждена Министерством путей сообщения РФ в 1997 году и введена в действия с 01.01.1998 г. За прошедшие 14 лет существенно изменились условия эксплуатации и технологии ремонта вагона. Переход подвижного состава и пассажирских вагонов на ремонт «по пробегу», увеличение межремонтных пробегов и гарантийных участков, повышения массы и длины грузовых поездов потребовали уточнения и изменения существующих нормативов ремонта и обслуживания деталей автосцепного устройства.
В новую редакцию инструкции вошли все изменения и дополнения к инструкции № ЦВ-ВНИИЖТ/494, которые были введены распоряжениями МПС России до 2003 года и нормативными документами, подготовленными ОАО «РЖД» в последующий период времени. Инструкцию разработали специалисты ОАО «ВНИИЖТ», учитывая замечания и предложения департаментов вагонного хозяйства и технической политики, дирекции тяги и пассажирского комплекса ОАО «РЖД». Разумеется, в большом количестве были рассмотрены и в значительной мере приняты предложения специалистов железных дорог, а также предприятий, которые осуществляют ремонт и эксплуатацию подвижного состава.
В новой инструкции сохраняется устоявшийся принцип построения глав. Первая глава содержит «Общие положения», вторая озаглавлена «Полный осмотр», третья – «Наружный осмотр», четвертая – «Проверка автосцепного устройства при техническом обслуживании вагонов и локомотивов» и пятая – «Срок гарантии». Завершают инструкцию «Положения».
Наиболее существенной доработке подверглась глава «Полный осмотр». В ней впервые изложены требования, предъявляемые к осмотру и содержанию поглощающих аппаратов для грузовых вагонов и локомотивов с упругими элементами РТ-120, ПМКП-110 (класс Т1), эластомерным 73ZWy, АПЭ90-А, АП-95-УВЗ (класс Т2), АПЭ-120-И, 73ZWy2 (класс Т3), которые представлены на рис. 1. При этом ремонт отмеченных аппаратов с разборкой должен проводиться на специализированных предприятиях, имеющих необходимое оборудование и технологию от заводов-изготовителей.
Ужесточены требования к пружинно-фрикционным поглощающим аппаратам класс Т0 в случае необходимости их разборки и замены неисправных деталей.
Модернизация расцепного привода, совершенствование подпружинного центрирующего механизма и других деталей автосцепного устройства потребовали ввести в инструкцию новые положения. Они касаются проверки, контроля и ремонта узлов и деталей как при полном осмотре в контрольном пункте автосцепки (КПА), так и при наружном.
Для контроля действия модернизированного расцепного привода введена методика его установки на вагон. После такой проверки автосцепка гарантированно не будет падать на путь при ее обрыве, а будет держаться на нижнем кронштейне смежной автосцепки (рис. 2).
Установлены требования к входному контролю автосцепок в сборе, получаемых в качестве запасных запчастей от заводов-изготовителей. Указаны гарантийные сроки службы автосцепок, тяговых хомутов, поглощающих аппаратов в соответствии с техническими условиями заводов-изготовителей. Введен регламентный осмотр эластомерных поглощающих аппаратов.
Дополнительно введен учет, согласно которому в обязательном порядке на утилизированные корпуса автосцепок и тяговые хомуты должны составляться акты установленной формы.
Переработано приложение № 1 с примерным перечнем оборудования и рекомендуемой технологической оснасткой КПА или отделений автосцепки. Указано современное сварочное и технологическое оборудование, выпускаемое в настоящее время промышленностью. Кроме того, в приложении № 2 уточнены шаблоны, применяемые при ремонте и осмотре деталей автосцепного устройства в соответствии с новым проектом ПКБ ЦВ Т416.00.000 – 2007 год. На проект инструкции в новой редакции прошло более сотни замечаний и предложений от эксплуатационных и ремонтных предприятий локомотивного, вагонного и пассажирского комплексов стран СНГ и Балтии, а также от специалистов промышленности. Большинство предложений и замечаний учтено в окончательной редакции.
Новая инструкция по ремонту и обслуживанию автосцепного устройства согласована с ОАО «РЖД», Министерством транспорта РФ, вагонной и пассажирской комиссиями Совета по железнодорожному транспорту стран СНГ и Балтии, а также рабочей группой по локомотивному хозяйству. Инструкция утверждена решением № 53 Совета по железнодорожному транспорту государств-участников Содружества в Вильнюсе 20-21 октября 2010 года и введена в действие с 01.01.2011 года на всем железнодорожном пространстве колеи 1520 мм.
Предлагаем Вам посетить наш раздел Статьи . в нем вы найдете очень много интересного для себя и вашей работы на подвижном составе .