





 Рейтинг: 4.9/5.0 (1828 проголосовавших)
Рейтинг: 4.9/5.0 (1828 проголосовавших)Категория: Инструкции
 Сейчас при монтаже водопроводов и отопления все чаще используют вместо металла полипропиленовые трубы, превосходящие металл многими параметрами. Научиться правильно стыковать пластиковые трубопроводы в единую систему — навык, который пригодится любому человеку. Это касается и прокладки новых линий, и ремонта уже существующих магистралей. Когда производится пайка полипропиленовых труб — инструкция обязывает мастера изучить все тонкости процесса, знать устройство и принцип работы аппарата для пайки полипропиленовых труб, а также учитывать рекомендуемое время нагрева соединяемых элементов.
Сейчас при монтаже водопроводов и отопления все чаще используют вместо металла полипропиленовые трубы, превосходящие металл многими параметрами. Научиться правильно стыковать пластиковые трубопроводы в единую систему — навык, который пригодится любому человеку. Это касается и прокладки новых линий, и ремонта уже существующих магистралей. Когда производится пайка полипропиленовых труб — инструкция обязывает мастера изучить все тонкости процесса, знать устройство и принцип работы аппарата для пайки полипропиленовых труб, а также учитывать рекомендуемое время нагрева соединяемых элементов.
Материалы и инструменты, которые вам необходимо подготовить для работы:
Рекомендуется сразу приобрести набор для пайки полипропиленовых труб, в который, помимо паяльника, могут входить насадки, рулетка, уровень, ножницы или другие комплектующие.
Совет: Если вам предстоит выполнить одноразовую работу по пайке полипропиленового трубопровода, то выгоднее будет арендовать аппарат с насадками на пару дней, нежели покупать его.
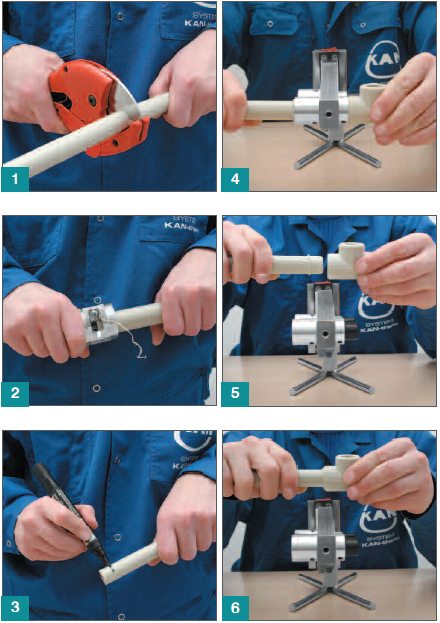
Пошаговая инструкция по пайкеПервым делом составляется схема, на которой указано расположение всех будущих трубопроводов, фитингов, поворотов и входов в стены. Также предварительно нарезаются отрезки полипропиленовых труб по рассчитанным значениям. Снимается фаска с внешней стороны всех труб. Насадки сварочного аппарата и участки труб, которые будут соединяться, обезжириваются. На поверхности всех труб рекомендуется сделать отметки, посредством которых будет удобно контролировать глубину их захода в паяльник.
Технология пайки полипропиленовых труб определяет следующую последовательность действий мастера:
 В таблице время пайки полипропиленовых труб в зависимости от их диаметра
В таблице время пайки полипропиленовых труб в зависимости от их диаметра
 На фото показан процесс соединения полипропиленовых труб
На фото показан процесс соединения полипропиленовых труб
Совет: Если на поверхности насадок остались следы полипропилена, разогрейте паяльник, а затем удалите их обычной тряпкой.
Особенности пайки армированных трубМы разобрались в технологии соединения толстостенных труб из полипропилена. Теперь посмотрим, как правильно паять полипропиленовые трубы для отопления. Отличие в пайке армированных труб от обычных состоит в том, что с каждого участка соединяемого отрезка необходимо снять алюминиевую фольгу. Иначе качество пайки будет неудовлетворительным. Данная операция выполняется при помощи металлического шейвера, срезающего слой фольги, если тот расположен снаружи трубы. После этого пайка производится стандартным методом.
Если же фольгированный слой находится внутри полипропилена, то используется специальный торцеватель. Он выбирает с торца трубы внутренний слой материала и выравнивает торец изделия, обеспечивая надежное соединение.
В случае, если труба армирована стекловолокном, то ее пайка ничем не отличается от работы с изделиями, не имеющими армировки.
Рекомендации по выполнению качественной пайки полипропиленаВ процессе выполнения работы учитывайте следующие особенности процесса:
Очень важно правильно выбрать инструмент для пайки полипропиленовых труб. Чем меньше в аппарате будет пластиковых вставок и частей, тем он будет надежнее. Наличие в приборе качественного терморегулятора позволит более прочно соединять элементы между собой. Мощность паяльника также важна. Для домашней пайки труб небольшого диаметра будет достаточно 700 Вт, а для профессионального использования мощность выбирайте побольше.
Металлические насадки для паяльника обычно имеют тефлоновое покрытие. Чтобы защитить его от царапин, храните аппарат с насадками только в специальном ящике.
Надеемся, вы убедились, что имея в наличии инструкцию пайка полипропиленовых труб своими руками — вполне выполнимая работа даже для неопытного в таких делах мастера. Главными факторами успеха являются аккуратность и точность, а также использование качественного инструмента и комплектующих.
О видах полипропиленовых фитингов мы рассказали здесь .
Для монтажа труб из металлопластика мы рекомендуем использовать пресс-фитинги. С ними соединения получаются неразъемными, но очень надежными. Подробнее об этом читайте по ссылке http://okanalizacii.ru/truby/fitingi/pressphitingi-dlya-metalloplastikovyh-trub.html
Пайка полипропиленовых труб своими руками видеоКак паять полипропиленовые трубы видео урок покажет наглядно.



















Пластиковые трубы – полиэтиленовые, полипропиленовые, металлопластиковые, обладают различными достоинствами и недостатками. Однако для обустройства коммуникаций в квартире или загородном доме они подходят идеально.

Полипропиленовые трубы используются для различных систем: для холодного и горячего водоснабжения, для отопления и для организации теплых полов. Для разных целей подбираются изделия с разным диаметром и толщиной стенок, а поэтому и стыковка их производится разными методами.

Необходимый для этого инструмент – паяльник. Согласно отзывам, этот аппарат прост в обращении и позволяет справиться с прокладкой трубопровода своими руками.
Устройство паяльникаАппарат состоит из нагревательного элемента – ТЭНа, и насадок для сварки. ТЭН размещается в литом металлическом корпусе. Его форма является основой для классификации паяльников по виду. Еще одна важнейшая деталь прибора – терморегулятор. Качество его работы определяет точность регулировки и поддержка температуры.

Принцип действия таков: при включении в электросеть ТЭН нагревает плиту, а та, в свою очередь, прогревает насадки. Концы трубопровода, вставленные в насадку, размягчаются, а затем сплавляются в единое целое.

В комплектацию паяльника входят насадки с разным диаметром. Насадки стандартизированы. В бытовых целях редко встречается необходимость паять трубы из полипропилена с сечением более 60 мм. Но если таковая возникает, то насадки покупаются отдельно.
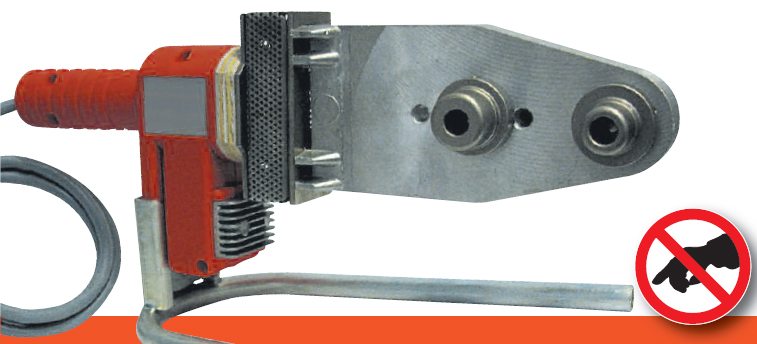
В комплект обязательно входит инструкция, ножницы для резки трубопровода, несколько насадок, уровень, рулетка и так далее. На фото – паяльник с комплектацией.
Как выбрать аппарат для пайкиЧаще всего встречаются два типа пальников, отличающиеся по форме нагревательной пластины – дорна.

Для бытовых нужд рациональней приобрести первый вариант. Прибор используется не ежедневно, так что большая эффективность здесь не нужна. Стоимость у пальника ниже, и работать своими руками с ним проще.

Требуемая мощность паяльника вычисляется как произведение диаметра водовода из полипропилена и 10. То есть, для стыковки отрезков с сечением 32 мм нужен паяльник мощностью в 320 Вт. Максимальный диаметр, с которым может столкнуться строитель частного дома – 63 мм, а, значит, и максимальная мощность, которая потребуется – 700 Вт.


Работа эта проста. Горизонтальная стыковка производится своими руками, при вертикальной пайке желательно пригласить помощника, чтобы удерживать трубу из полипропилена и фитинг в вертикальном положении.
На видео пайка труб из полипропилена рассматривается более подробно.

Для монтажа трубопроводов из полипропилена, современного и очень распространенного строительного материала, применяемого при ремонте и замене сантехнических коммуникаций, вам понадобится специальное оборудование – паяльник для полипропиленовых труб. Прогресс не стоит на месте, все большее количество производителей готовы предложить потребителям свою продукцию, в том числе и специфический монтажный инструмент. Неудивительно, что новичок может легко растеряться и приобрести некачественный или неподходящий паяльник.
В нашей статье мы разберемся, на чем нужно заострить внимание при покупке аппарата, рассмотрим его основные характеристики и поможем вам выбрать паяльник для полипропиленовых труб.

Паяльник для полипропиленовых труб fora
Критерии выбора Мощность оборудованияВажнейшим техническим показателем качества инструмента является мощность. Данная характеристика определяет не только максимально допустимый диаметр соединяемых труб из полипропилена. но и время нагревания паяльника и, следовательно, скорость монтажа (что особо значимо при больших объемах работ).
На первый взгляд может показаться, что лучший паяльник для полипропиленовых труб – это тот, потребляемая мощность которого высока. И многие покупатели приобретут инструмент мощностью 1,5-2 кВт, но это некорректный подход к выбору оборудования.
Существует простое правило расчета мощности паяльника, которым рекомендуем пользоваться: если умножить диаметр прокладываемых труб (в мм) на 10, получится значение минимальной мощности (в Вт).
Например, для пайки 50-миллиметровых труб потребуется агрегат мощностью минимум 500 Вт. То есть для бытовых целей достаточно воспользоваться паяльником мощностью до 1,2 кВт, тогда как для профессиональной прокладки подойдет более мощный паяльный аппарат – 1,8-2,2 кВт и более.
Набор насадок для паяльника
Два элемента насадки
Чаще всего паяльник для пайки полипропиленовых труб комплектуется насадками с различными диаметрами, что значительно расширяет функциональность оборудования. Некоторые изготовители оснащают свои устройства возможностью одновременного использования нескольких насадок, что позволяет нагревать и быстрее соединять трубы из полипропилена разного диаметра.
В качестве покрытия поверхностей насадок применяются разнообразные материалы.
Самыми практичными являются тефлон и металлизированный тефлон – они наиболее прочные, а также обеспечивают равномерный прогрев торцов полипропиленовых труб.

Насадки различного диаметра для паяльникаа марки Кандан
Изготовители паяльного оборудованияПокупая паяльник для сварки полипропиленовых труб. обязательно выясните, где он произведен. Неофициальный рейтинг инструмента в зависимости от страны-изготовителя выглядит следующим образом:

Комплект Dytron станет лучшим выбором

Турецкие аппараты Valtec также заслужили положительные отзывы потребителей
Хотя работа с инструментом для прокладывания труб из полипропилена не вызывает особых затруднений, инструкция по эксплуатации паяльника все же должна быть прочитана.
Одно из главных условий – монтаж труб производится только тогда, когда трубы очищены от загрязнений, обезжирены и высушены. Иначе герметичность и надежность соединений остается под вопросом.
Монтаж проводится в такой последовательности:
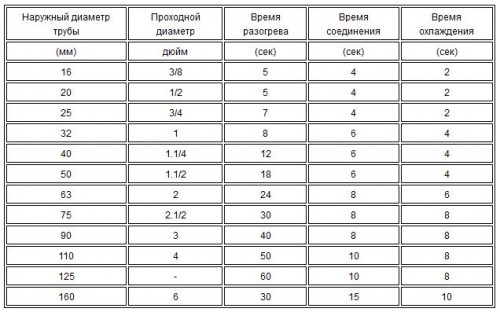
Время нагревания и охлаждения насадок
Не волнуйтесь, если при нагревании паяльника появились неприятный запах и дым – нагревательный элемент изолирован от корпуса специальным материалом. Если агрегат исправен, они исчезнут при последующей эксплуатации.

В остальном процесс сварки вряд ли вызовет какие-либо трудности, и мы надеемся, что наша статья поможет их решить. Дополнительно советуем ознакомиться со статьей «Аппарат для полипропиленовых труб », в ней приведены особенности выбора комплектации и вида инструмента.
 Задумывая выполнить обустройство нового дома или ремонт труб в имеющемся жилье, многие хозяева предпочитают использовать пластик.
Задумывая выполнить обустройство нового дома или ремонт труб в имеющемся жилье, многие хозяева предпочитают использовать пластик.
Этот материал дешевле и легче металла. В таких случаях умение паять полипропиленовые трубы будет очень полезным. Что же нужно знать при желании вести такие работы?
Какие трубы подходятПолипропиленовые трубы по своим качественным характеристикам не хуже, а иногда и лучше металлических. Поэтому многие при монтаже отопительной и водопроводной систем или замене труб в квартире устанавливают трубы из полипропилена.
Полипропилен имеет ряд положительных характеристик, среди них:
 легкий вес;
легкий вес;Имея такие достоинства, полипропиленовые трубы используются сегодня для горячей и холодной воды. Однако какие из них в каком случае подходят? Чаще всего используют три типа труб из полипропилена:
 Трубы бывают разными по цвету. Но цвет не является качественной характеристикой. Исключением являются черные трубы, они лучше защищены от воздействия ультрафиолета.
Трубы бывают разными по цвету. Но цвет не является качественной характеристикой. Исключением являются черные трубы, они лучше защищены от воздействия ультрафиолета.
Покупая полипропиленовые трубы взамен старых, выбирайте такие же по диаметру, какие стояли. Это избавит от проблем стыковки и врезки в существующую систему. Выбрав тот вариант, что устраивает, можно приступать к самим работам.
Что нужно для работВо-первых, потребуются инструменты и материалы:
Также кроме труб, нужны будут муфты, фитинги иуголки для выполнения соединения.
Для монтажа труб понадобятся паяльник и несколько насадок. Поскольку цена такого инструмента может быть около 4 тысяч рублей, резонно будет решить — покупать паяльник или нет? Это зависит от того, как часто он будет использоваться. Если вы планируете работать им только раз в жизни, то стоит подумать об аренде. Все работы с паяльником можно сделать в течение одного дня. В любом случае перед работой с этим инструментом надо изучить прилагающуюся инструкцию. В ней содержатся подробные указания по применению.
Этапы работыЛюбая работа нуждается в предварительной подготовке. Работы по замене или монтажу полипропиленовых труб — не исключение.
Технологию и нюансы процесса пайки полипропиленовых труб можно описать поэтапно:
 На паяльник надеть насадку нужного диаметра.
На паяльник надеть насадку нужного диаметра.Для горизонтальной пайки инструмент нужно поставить на ножки, продающиеся в комплекте с паяльником. Спаиваемые поверхности нужно держать горизонтально. Если проводить пайку малыми звеньями, то сделать это можно в одиночку. С вертикальной пайкой немного сложнее. Ножки надо убрать. Трубу ровно установить к месту спайки. Один человек работает паяльником, а другой — держит ровно трубу. Помощник обязательно должен все части системы удерживать ровно.
Чтобы результаты работы долго радовали всех, при спайке труб следует учитывать некоторые рекомендации:
Как видно, сама пайка труб — процесс несложный. Но как любой технологический процесс, имеет свои особенности. Если учитывать их, то справиться с установкой полипропиленовых труб не так сложно.
Для того чтобы получить наглядную информацию, как выполнять пайку труб, можно посмотреть видео.
Навигация по записямАвто самоделки Самоделки для дачи Рыбаку, охотнику, туристу Стройка, ремонт Самоделки из ненужных вещей Радиолюбителю Коммуникации для дома Самодельная мебель Самодельный свет Домашний мастер Самоделки для бизнеса Самоделки к праздникам Самоделки для женщин Оригами Оригами Модели из бумаги Самоделки для детей Компьютерные самоделки Самоделки для животных Домашний лекарь Еда и рецепты Опыты и эксперименты Полезные советы
![]()
Как паять полипропиленовые трубы. Подробная технология раструбной пайки (сварки) труб из полипропилена.
Полипропиленовые трубы - трубы собираемые методом диффузионной сварки при помощи фитингов: муфт, уголков, тройников и т.п. Расчетный срок службы труб из полипропилена составляет более 50 лет.
Необходимо также отметить, что заявленный производителем срок службы полипропиленовых труб - 50 лет, подразумевает, что трубопровод будет эксплуатироваться при нормальном давлении и нормальной температуре. То есть трубы могут выдерживать долгосрочные значительные давления, но температура транспортируемой жидкости при этом должна быть низкой либо, наоборот, температура жидкости может быть очень высокой, но давление при этом должно быть низким. При высоком давлении и высокой температуре срок службы трубы резко сокращается и может доходить до 1-5 лет. Для определения срока службы труб, эксплуатирующихся в экстремальных условиях, существует специальная таблица. Мы не будем приводить ее в данной книге, поскольку на бытовом уровне таких долгосрочных нагрузок в домашних трубопроводах не возникает, а кратковременные аварийные ситуации, связанные с резким скачком давления или резким скачком температуры транспортируемой жидкости, труба выдержит.
Полипропиленовые трубы бывают серые, белые, черные и зеленые. Цвет, кроме черного, не означает каких-либо ограничений но применению труб. Черный цвет трубы показывает, что она наиболее защищена от ультрафиолетового излучения.
В полипропиленовых водопроводах используются неразъемные соединения, трубы собираются на сварных фитингах один раз навсегда.
Трубы из полипропилена могут быть использованы для:
- Водоснабжения домов: устройство стояков, устройство труб, присоединение труб к сетям водоснабжения из металлических труб
- Отопления дома. устройство стояков отопления. Устройство труб от отопления, подключения к котельной установке, присоединение к металлическим радиаторам.
Длительный срок службы труб из полипропилена позволяет использовать их для прокладки всех видов трубопроводов:
- прокладки по стене;
- в закрытой прокладке;
Трубы из полипропилена делятся на 4 категории:- PN 10 - тонкостенный вариант, для холодного водоснабжения (до +20°С) и теплых полов (до 45° С), номинальное рабочее давление 1 МПа (10,2 кг/см/2) ;
- PN 16 - разводка холодной воды повышенного давления и трубопроводы центрального отопления пониженного давления;
- PN 20 - универсальная труба применяется, для холодного и горячего водоснабжения (температура до +80°С), номинальное давление 2 МПа (20.4 кг/см2);
- PN 25 - армированные алюминиевой фольгой, для горячего водоснабжения и центрального отопления (до +95°С), номинальное давление 2,5 МПа (25,49 кг/см-).
В отличие от металлопластиковых труб прослойка из алюминия в этих трубах находится ближе к внешней стороне и на ней, чаще всего, сделана перфорация, что позволяет не применять клей для скрепления слоев трубы. Соединение внешнего и внутреннего слоя полипропилена между собой либо с алюминиевой прослойкой происходит через перфорированные отверстия, которые, в свою очередь, у различных фирм-производителей могут быть сквозными или поверхностны лги. Непосредственное соединение полипропилена с алюминием значительно повышает стабильность и прочность труб.
Благодаря такому соединению трубы PN 25 имеют более тонкие стенки, чем обычные полипропиленовые грубы и позволяют обеспечивать больший расход жидкости.
Предназначены для специального использования - главным образом, в отопительных трубопроводах, а также в трубопроводах горячего водоснабжения, но могут применяться и для систем холодного водоснабжения.
А также позволяют осуществлять подключение полипропиленового трубопровода к металлическому. Трубы экологически чисты и с успехом применяются в трубопроводах холодного и горячего водоснабжения и отопления. Благодаря фитингам с хромированными и латунными вставками трубы легко комбинируются с имеющейся стальной арматурой и сантехническими приборами.
Фитинги применяемые для соединения полипропиленовых труб Соединительные фитинги:Применяются для соединения 2-х и более полипропиленовых труб.
Основные типоразмеры: 16 х ½, 20 х ½, 20 х ¾, 25 х 1, 32 х 1 и т.д.

Рис.1. Муфта для соединения полипропиленовых труб одного диаметра;

Рис.2. Муфта для соединения полипропиленовых труб 2 -х диаметров;


Рис.5. Угольник 45° для соединения труб разного диаметра;

Рис.6. Угольник 90° для соединения труб разного диаметра;


Рис.8. Тройник с одинаковыми штуцерами, (соединение труб одного диаметра);

Рис.9. Тройник переходной, (соединение труб одного диаметра);



Рис.12. Заглушка для полипропиленовых труб;

Рис.13. Компенсатор тепловых расширений;
Резьбовые фитинги для полипропиленовых труб Сварка (пайка) полипропиленовых трубДля сварки труб диаметром до 63 мм преимущественным типом соединения является раструбная или муфтовая сварка. При этом соединение двух труб происходит при помощи третьей детали - муфты, а создание резьбовых и других стыковочных узлов происходит при помощи фитингов, имеющих раструб.
Для сварки труб диаметром выше 63 мм рекомендуется стыковая сварка, как не требующая дополни тельных деталей и самая надежная. При наличии фитингов соответствующего диаметра допускается муфтовая сварка. Рекомендуемый вид разборного соединения для диаметров более 63-го - фланцевый стык. Это более сложный вариант соединения полипропиленовых труб, требующий профессионального оборудования и мастерства, поэтому этот вариант в данной статье упускается.
Раструбная сваркаПри сварке труб диаметрами до 40 мм можно использовать ручной сварочный аппарат, при сварке труб диаметрами более 40 мм рекомендуется применять аппараты с центрирующими приспособлениями. При использовании центрирующих приспособлений следует руководствоваться инструкциями по их эксплуатации.
Для соединения полипропиленовых деталей трубопроводов используют сварочные аппараты со специальными насадками.
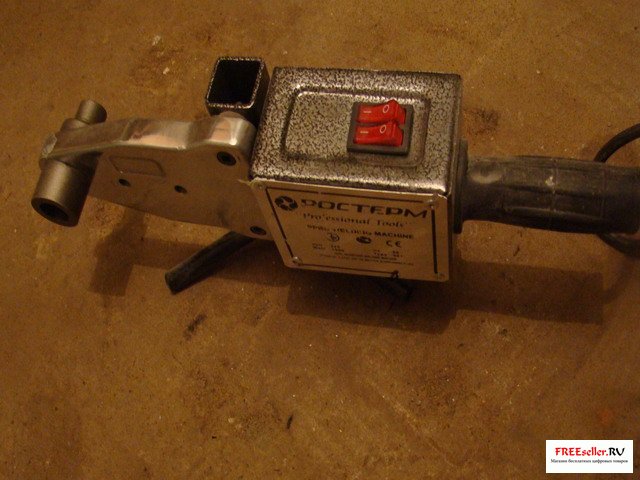
Рис.1. Сварочный аппарат для сварки полипропиленовых труб.
Нагревательные элементы (насадки) представляют собой гильзу для оплавления наружной поверхности конца трубы и дорн для оплавления внутренней поверхности раструба соединительной детали.
Стандартные насадки покрыты антипригарным материалом - тефлоном, и имеют диаметры от 16 до 40 мм. В процессе работы необходимо следить за чистотой и целостностью тефлонового покрытия. После каждого эпизода сварки, пока они еще горячие, насадки очищаются брезентовой ветошью или деревянными скребками. В холодном состоянии очистка насадок от налипшего слоя пластмассы недопустима.

Рис.2. Насадки для сварки полипропиленовых труб диаметром 20, 40, 32, 40, 50, 63.
Сварочный аппарат устанавливают на ровной поверхности и закрепляют на нем с помощью специальных ключей сменные нагреватели необходимого размера. Желательно установить весь необходимый набор насадок (см. рис. 3) на посадочные места аппарата до нагрева аппарата.

Рис.3. сварочный аппарат до нагрева с установленными насадками для сварки полипропиленовых труб.
С точки зрения равномерности нагрева место расположения насадки на нагревателе не имеет значения. Поэтому насадки ставят так, как удобно для монтажа. Ближе к концу ставят насадки, необходимые для работы на стене, то есть на монтируемой ветви трубопровода.
Качество соединений напрямую за висит от удобства выполнения технологических приемов, поэтому все фрагменты трубопровода, которые можно монтировать на стационарно установленном аппарате (на подставке), лучше собирать отдельно.
Сварку «на стене», особенно в неудобных местах, желательно производить с помощником.
На аппарате устанавливают температуру сварки для полипропиленовых труб - 260 ° С и 220°С для полиэтиленовых).
В зависимости от температуры окружающей среды нагрев длится 10-15 минут.
Рабочая температура на поверхности нагревательных пластин достигается автоматически.
Сварку полипропиленовых труб и фитингов, запрещается производить при температуре ниже 0°С. Температура воздуха при сварке имеет очень важное значение. Так время сварки необходимо увеличивать при низкой температуре воздуха и уменьшать в условиях жары.
Общее правило раструбной сварки
Внутренний диаметр неразогретого фитинга должен быть чуть меньше наружного диаметра трубы.
<Первую сварку рекомендуется производить через 5 минут после нагрева сварочного аппарата. После каждого использования сварочный аппарат нужно очистить от остатка пластмассы.
Раструбная сварка пластмассовых деталей друг с другом производится следующим образом.1. Ножницами или труборезом обрезать трубу под прямым углом.

2. Конец трубы и раструб фитинга при необходимости очистить от пыли и грязи, обезжирить спиртом или мыльной водой и затем просушить.
При сварке труб PN 10 и PN 20 на этом этапе ничего больше делать не нужно.
При сварке армированных труб PN 25 специальным инструментом шейвером с трубы снимают два верхних слоя из полипропилена и алюминия. Размер раструба фитинга сделан таким образом, что в него может войти труба только с удаленными верхними слоями. Глубину зачистки выполняют по упору инструмента, определяющего глубину сварки.


3. На трубу нанести метку на расстоянии, равном глубине раструба плюс 2 мм. Если использовать грубы, фитинги и инструмент от одного производителя, то, чаще всего, никакими вычислениями заниматься не нужно. Шейвер (рис. 2) снимает верхние слои трубы ровно на глубину сварки, а размеры нагревательных насадок таковы, что вставить в них трубу на глубину больше чем требуется, невозможно.



4. Поместить соединяемые детали на соответствующие насадки: трубу вставить в гильзу до отметки, обозначающую глубину сварки, а раструб фитинга надеть на дорн.

5. Выдержать время нагрева (см. таблицу 1), после чего снять детали с аппарата и соединить их друт с другом, не проворачивая детали по оси. Сварочные фитинги необходимо соединять с трубой быстрым уверенным движением, соблюдая соосность трубы и муфты. Соединение трубы и фитинга должно происходить на ту глубину, которая определена границей внутри раструба фитинга.


6. После сварки необходимо выдержать время охлаждения, особенно для труб с тонкими стенками. Поворот и изгибание (деформации) во время остывания недопустимы. Соединение с неудачной соосностью или углом взаимного расположения фитингов подлежит только одному способу исправления - неправильно соединенный фитинг вырезается. Надо быть особенно внимательным при сварке элементов, для которых важно позиционное положение - уголки, тройники, шаровые краны. Последние надо вварить так, чтобы ручка могла свободно перемещаться во все положения.

Если Вы паяете (свариваете) полипропиленовые трубы в первый раз можете разрезать первое соединение для проверки, должно получиться вот так вот:

Таблица.1. Технические параметры сварки(пайки) полипропиленовых труб.
Сварочный аппарат должен быть постоянно включен в течение всего процесса сварки. Нагрев начинается одновременно для двух деталей.
При недогреве возникает возможность того, что детали не достигнут температуры вязкой пластичности. При этом соединение будет ненадежным и диффузия материала может не произойти.
При перегреве возникает возможность потери устойчивости формы, адгезия (липкость) материала будет чрезмерная. Трубу невозможно будет ввести в фитинг, а при увеличении усилия края трубы подогнутся внутрь или сомнутся. Соединение будет с заужением.
Налипание материала на фитингах говорит либо о плохом качестве тефлонового покрытия насадок сварочного аппарата, либо о перегреве пластмассы при сварке.
Подробный процесс сварки (пайки) полипропиленовых труб смотрите на видео:
Подробный процесс сварки (пайки) армированных полипропиленовых труб смотрите на видео:
Внешний вид сварных соединений должен удовлетворять следующим требованиям:
- Нарушение соосности труб более чем на толщину их стенки не допускается;
- Наружная поверхность соединительной детали, сваренной с трубой не должна иметь трещин, складок и других дефектов, вызванных перегревом;
- У кромки раструба соединительной детали, сваренной с трубой, должен быть виден сплошной по всей окружности валик оплавленного материала, выступающий за торцевую поверхность соединительной детали.
Инструкция по сварке вварных седелВварные седла применяются для монтажа последующих ответвлений от трубопровода, при ремонте существующих систем.
Сначала необходимо просверлить стенку пластиковой трубы сверлом Фузиотерм.
При применении комбинированных труб Штаби следует удалить оставшийся на просверленном отверстии алюминий с помощью инструмента для снятия фаски Фузиотерм.

Рис.1. просверливание отверстия в стенке трубы.
Сварочный прибор / инструмент для вварного седла должен достичь требуемой рабочей температуры 260°С.
Свариваемые поверхности должны быть чистыми и сухими.

Рис.2. Установка сварочного аппарата;
Нагревательный штуцер инструмента для вварного седла вставляется в отверстие в стенке пластиковой трубы до тех пор, пока инструмент не достигнет полностью наружной стенки трубы. Затем штуцер вварного седла вставляется в нагревательную гильзу до тех пор, пока поверхность седла не достигнет свода инструмента. Время нагрева элементов составляет 30 сек.
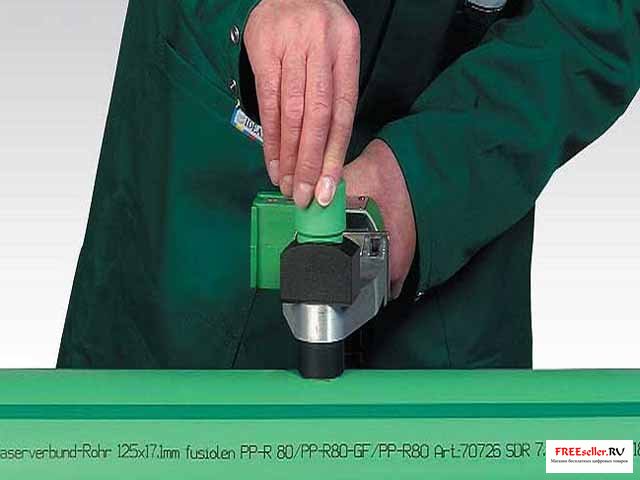
После извлечения сварочного прибора штуцер вварного седла быстро вставляется в нагретое отверстие. Затем седло следует точно и плотно, не вращая, прижать к нагретой наружной поверхности пластиковой трубы.

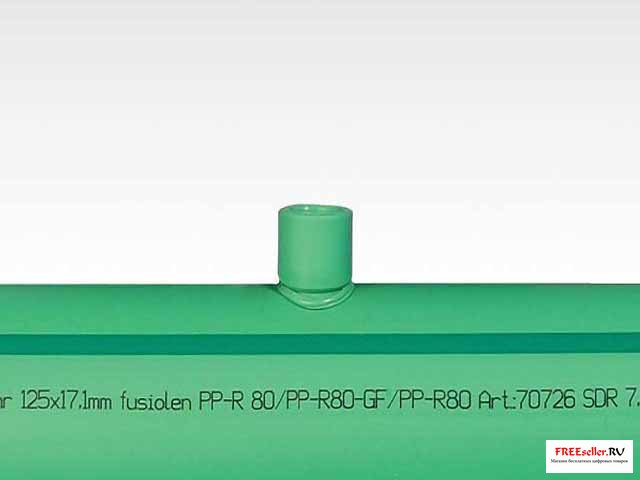
Вварное седло неподвижно фиксируется на трубе в течение 15 сек. После 10 минут остывания соединение можно подвергать полной нагрузке. Соответствующая труба ответвления вваривается в муфту обычным способом.
Простейший пример труб из полипропилена в ванной комнате:



Простейший пример полипропиленовых труб из туалета в ванную комнату) Обратите внимание трубопровод из полипропилена съемный).


Разводка труб из полипропилена (более сложный вариант), все трубы обернуты в теплоизоляцию для предотвращения образования конденсата для холодной воды, и уменьшения тепло потерь для горячей).



В завершении хотел бы также указать, коэффициенты температурного расширения у труб металлопластиковых труб и труб из полипропилена:
- для металлопластиковых труб (PEX-AL-PEX)= 2,6 *10 -5
-для металлопластиковых труб с армирующем слоем из этиленвинилового спирта (PEX-EVOH-PEX) = 2.1 *10 -5
- Для полипропиленовых труб, без армирования (PP) = 15 *10 -5
- Для полипропиленовых труб с алюминиевым армирующим слоем =(PP ALL-PP) = 3*10 -5
Ну и немного ясности в этих цифрах:
При изменении температуры окружающего воздуха, или температуры жидкости внутри трубы на 10 градусов по Цельсию, каждый метр трубы удлиниться или укоротиться соответственно:
- PEX-AL-PEX = на 0,26 мм
- PEX-EVON-PEX = 0,21 мм
- PP-ALL-PP = н 0,3 мм