Рейтинг: 4.3/5.0 (1869 проголосовавших)
Рейтинг: 4.3/5.0 (1869 проголосовавших)Категория: Бланки/Образцы
- обоснование получения субсидии на организацию собственного дела;
- обоснование экономической целесообразности ведения предпринимательской деятельности;
- планирование основных затрат на организацию предприятия.
Индивидуальный предприниматель Ворончихин Сергей Анатольевич организует предприятие по пескоструйной обработке материалов: стекла, металла.
2.Описание отрасли
В настоящее время для обеспечения долговечности эксплуатации различных поверхностей используются современные покрытия, основанные на новейших инновационных технологиях. Однако ни одно покрытие не сможет выполнить предназначенную ему функцию сохранения качества поверхности, если перед его нанесением предварительно не была проведена его очистка.
Одной из наиболее эффективных технологий очистки поверхностей различного типа является пескоструйная обработка. Она применяется для очистки поверхностей, выполненных из металла, камня, бетона, древесины и даже кожи.
Особая технология пескоструйной обработки позволяет выполнять такие художественные работы, как, например, декоративное матирование.
Под пескоструйной обработкой понимают обработку поверхностей путем воздействия песка в качестве шлифовального средства, который под действием перепада давления воздуха с высокой скоростью направляется на обрабатываемую поверхность.
В зависимости от материала и размера частиц, перепада давления, времени воздействия на поверхность пескоструйная обработка может производиться для очистки поверхности, специальной ее подготовки (под нанесение покрытий), снятия заусенцев и окалины, упрочнения (дробеструйная обработка), декорирования и т.д.
Виды пескоструйной обработки:
Удаление заусенцевПескоструйная окончательная отделка может быстро снять слегка прикрепленный облой от обработанных на станке узлов и может быть более эффективной, чем ручное или машинное удаление заусенцев в областях с неполной доступностью.
Неабразивные материалы для удаления заусенцев оставляют даже хрупкие материалы нетронутыми.
Зачистка Краска, лак и другие покрытия могут быть удалены с высокой скоростью и точностью без повреждения чувствительным основаниям и без опасной химической обработки или проблем с очисткой. Если исправление детали требует покрытия, пескоструйная обработка может очищать детали и оставлять поверхности в улучшенном состоянии для того, чтобы покрыть их повторно. Очистка без размерного изменения.Используя сухие методы, даже сложные формы и чувствительные материалы могут эффективно чиститься без эрозии или размерного изменения.
Идеальный способ для очистки точных матриц, штампов и инструментов без повреждения тонких поверхностей. Большие вращающиеся системы часто используются для эффективной очистки матриц, используемых в процессах горячего прессования.
Снятие заусенцевЛомкие заусенцы могут быть чисто сняты с фигурных узлов, не изменяя смежные поверхности, точной селективной прицельной обработкой. Как альтернатива, заусенцы могут быть сняты, пока полная косметическая отделка производится на смежных поверхностях.
Удаление окалины Используя обдувку металлической крошкой или шариками, можно быстро снять литейную и сварочную окалину, поверхностное обесцвечивание, оксиды, ржавчину и коррозию. Восстановление внешности узла и снятие поверхностных проблем, которые связаны с окраской, металлизацией, покрытием, рисунком и другими процессами. Быстрая окончательная отделка опытных образцов Если цель быстрой работы с опытным образцом детали состоит в том, чтобы получить модель как можно более близкую к обработанной начисто детали для оценки, испытания или фактического мелкосерийного производства, то пескоструйное оборудование позволяет добиться результата, которой требуется. Окончательная воздуходувная обработка может разгладить шаговые линии от предыдущей обработки, создать правильную косметическую отделку и подготовить основную поверхность для окраски. Поверхностное травлениеУлучшенная поверхностная подготовка или "посадка" поверхностей составных деталей могут быть легко достигнуты с использованием пескоструйного оборудования.
С помощью обдувки можно также квалифицировано достигнуть оптимального поверхностного профиля для улучшения адгезии покрытия, что приводит к последовательным улучшениям рабочих характеристик и продолжительности жизни машинных резцов и сверл.
Легкое поверхностное травление улучшает соединение деталей, выравнивая основания, и часто используется в конструкции автомобильных интерьеров и рынке отделочных материалов, чтобы обеспечить соединения фанеры, пластика и резины в специальных составных структурах.
Косметическая окончательная отделка
Косметическая отделка может быть все более и более сильным конкурентным превосходством, делающим продукт более привлекательным для потребителя.
Ручные системы пескоструйной обработки входят в свою собственную нишу по окончательной отделке больших, тяжелых или малообъемных узлов.
Воздуходувная окончательная отделка может дать эффективную косметическую окончательную отделку, искусственное старение и обновление брусков, кирпича, стекла, древесины, ткани, керамики, пластмассы.
Удаление старых покрытий Снимая жесткий, сильно прилипший слой покрытия или окалины от отливки, сделанной с использованием восковой матрицы, от пескоструйной обработки требуется большая точность и высокая режущая способность материала, которая может быть достигнута при использовании твердых абразивных воздуходувных материалов в автоматизированном или ручном устройстве подачи под давлением. Типичные узлы, которые требуют очень жесткого допуска на форму профиля и криволинейных поверхностей, включают такие детали, как кромки рабочих колес турбонагнетателей, головки цилиндров, лопатки турбин авиадвигателей, золотые и серебряные драгоценные украшения и зубные пластинки. Упрочняющая дробеструйная обработка Новейшие разработки по дробеструйным устройствам используют самые последние достижения в управлении технологическими процессами и привлекают опыт компании по разработке воздуходувной автоматики, позволяя построить устройства для дробеструйного упрочнения, которые могут дать предсказуемую нагартовку с плотными и повторимыми результатами согласно конкретным техническим требованиям. Гравировка и травление стеклаВоздуходувный процесс может использоваться как процесс чистого травления, чтобы выполнить эмблемы и знаки отличия на стекле, керамике, ножевых изделиях и медалях, причем с чрезвычайно высоким быстродействием - стакан питья может быть гравирован знаками отличия приблизительно за одну секунду. Также отличительные модели, текстуры и образования матовой поверхности могут быть достигнуты на стекле плоской печатной формы и художественном стекле при помощи различных видов пескодувных материалов и регулировок давления.
Пескоструйное оборудование предназначено для обработки поверхностей различными абразивными материалами. Пескоструйное оборудование подразделяется на два типа: открытого (пескоструйный аппарат) и закрытого (пескоструйная камера) типа обработки поверхности. Пескоструйный аппарат мобилен и применяется для зачистки внутренних и наружных поверхностей металлических и бетонных и прочих конструкций. Пескоструйная камера используется для проведения абразивной обработки поверхностей в замкнутом пространстве. При этом размеры обрабатываемой поверхности ограничены габаритами камеры.
Пескоструйная обработка стекла Пескоструйная обработка стекла - технология декоративной обработки стекла, основанная на абразивной обработке поверхности струей жидкости или воздуха с частицами твердого абразивного материала под давлением 4-6 атмосфер. Обычно в качестве абразива выступают частицы кварцевого песка, но иногда используются и другие материалы, твердость которых сравнима или превышает твердость стекла. В среднем производительность пескоструйной обработки стекла в автоматическом режиме составляет 3-4 кв.м. при ручной обработке производительность значительно понижается.Для создания рисунков на стекле также используется пескоструйная декоративная обработка с использованием трафаретов. Традиционно рисунок для трафарета рисуют в каком-нибудь графическом пакете и вырезают из пленки на режущем плоттере. Последовательное применение нескольких трафаретов позволяет получить участки и с различной степенью обработки по матовости покрытия и глубины.
Использование абразивных частиц различного размера и варьирование глубины абразивной декоративной пескоструйной обработки значительно расширяет декоративные возможности пескоструйной обработки стекла. После обработки стекла используется прозрачное лакокрасочное покрытие, которое предотвращает загрязнение поверхности стекла и придает ему гидрофобные (водоотталкивающие) свойства. Для получения эффекта цветного матирования также может использоваться декоративная пескоструйная обработка стекла. Для этого в прозрачный лак, используемый для защиты матированного стекла, добавляют небольшое количество цветного пигмента.
Пескоструйная обработка металла Пескоструйную обработку металлов применяют для получения матовых поверхностей. Ее делают при помощи пескоструйного аппарата, заключается она в обработке поверхности изделия сухим песком, который подают под давлением.В зависимости от размеров зерен песка получается различная фактура -- от нежно-бархатистой до грубозернистой. Размеры зерен песка подбирают также в соответствии с материалом, который подлежит обработке. Так, для тонкого листового металла (чеканных, штампованных изделий), а также для получения самого мелкого бархатистого матового оттенка применяют зерна песка размером 0,05--0,15 мм, давление воздуха -- до 0,5 атм. Для более толстого материала -- стального листа и чугунного литья -- используют песок с зерном 0,2--0,5 мм, давление воздуха -- до 1 атм. Крупные отливки из черных и цветных металлов обрабатывают песком с зерном 0,5--1,5 мм, давление воздуха -- до 1,5 атм. Для получения грубых фактур используют песок с зерном 2--2,5 мм при давлении воздуха до 2,5 атм.
Пескоструйную обработку успешно применяют для очистки изделий от старых лакокрасочных покрытий, снятия ржавчины, а также при художественной обработке некоторых изделий. Частичную пескоструйную обработку производят с помощью трафаретов, которые закрывают те участки поверхности, которые не нуждаются в обработке. Материалом для трафаретов служит тонкая жесть, листовой пластик и т. п.
3.Характеристика предлагаемых услуг
6. Маркетинговый план Привлечь клиентов можно путем применения комплексных мер: и Удержание существующей клиентской базы (сохранение качества услуг и грамотная ценовая политика, система бонусных скидок для постоянных клиентов и тех, кто пользуется комплексом услуг); и Привлечение новых клиентов (яркая вывеска с указанием услуг (товаров), раздача флаеров, продажа бонусных карт к праздникам, участие в конкурсах профессионального мастерства, ярмарках и т.д.); и Предложение новых услуг из ассортиментного перечня существующим клиентам (оформление офиса образцами работ, описаниями инновационных услуг, товаров и технологий, оформление каталогов, предложение новой услуги (товара) в качестве бонуса для постоянных клиентов); и Создание благоприятного имиджа предприятия. 7. КонкуренцияВ нашем городе подобные услуги оказывает только завод «УралХим». Основная цель завода - обеспечение собственных нужд. Предприятие ИП Ворончихина С.А. предоставляет свои услуги населению всего города, поэтому можно утверждать, что конкурентов в этой области нет. Отсутствие конкурентов является хорошим подспорьем в организации и ведении бизнеса.
Основными конкурентными преимуществами являются:
P Качественное обслуживание;
P Новое качественное оборудование;
P Новая услуга в городе;
P Удачное месторасположение.
8. Финансовый план
Накладные расходы



















Настоящая карта разработана на устройство в построечных условиях противокоррозионных покрытий для защиты сварных швов и участков, поврежденных при сварке закладных изделий, а также доведение толщины защитного слоя, нанесенного на поверхность закладных изделий, до проектной величины.
Настоящая карта не распространяется на работы по противокоррозионной защите:
- металлических подземных сооружений, возводимых в вечномерзлых и скальных грунтах;
- стальных обсадных труб, свай и технологического оборудования, на сооружение которых разработаны специальные технические условия;
- сооружения тоннелей метрополитена;
- электрических силовых кабелей;
- надземных сооружений, подвергающихся коррозии от блуждающих электрических токов;
- магистральных нефте- и газопроводов;
- коммуникаций и обсадных колонн скважин промыслов нефти и газа;
2.1 Работы по устройству противокоррозионного покрытия строительных конструкций следует выполнять после окончания всех предшествующих работ, в процессе производства которых защитное покрытие может быть повреждено.
2.2 Картой предусматривается нанесение противокоррозионного покрытия вручную электродуговым способами с применением комплекта электродуговой металлизации КДМ-2.
2.3 Металлическая поверхность, подготовленная к производству антикоррозионных работ, не должна иметь заусенцев, острых кромок, сварочных брызг, наплывов, прожогов, остатков флюса, дефектов в виде неметаллических макровключений, раковин, трещин, неровностей, а также солей, жиров и загрязнений.
2.4 Перед нанесением антикоррозионных покрытий поверхность стальных конструкций очищается от оксидов струйным способом, с применением дробеструйных установок, механическими щетками или преобразователями ржавчины.
2.4.1 Для очистки поверхности струей сжатого воздуха со взвешенными в нем частицами песка картой предусматривается использование пескоструйно-дробеструйных аппаратов, технические характеристики которых приведены в таблице 1. в сочетании с компрессором.
Таблица 1- Характеристики пескоструйно-дробеструйных аппаратов.
Стандартный комплект поставки:
- шланг d = 20 - 33, L = 10 м;
- защитный шлем с круговым обзором;
- шланг для подачи сжатого воздуха к шлему длиной 10 м;
- воздушный фильтр для подачи сжатого воздуха к защитному шлему.
В таблице 2 дана зависимость расхода воздуха и абразива от диаметра сопла пескоструйно-дробеструйного аппарата.
Таблица 2- Зависимость показателей работы пескоструйно-дробеструйного аппарата от диаметра сопла.
Расход воздуха, л/мин.
Расход абразива, кг/ч (давл. 6 атм)
Диаметр частиц песка, мм
2.4.2 Поверхности конструкций, предусмотренных к обработке преобразователями-модификаторами ржавчины, должны очищаться только от отслаивающихся пленок ржавчины или окалины.
2.5 С целью создания условий, обеспечивающих прочное сцепление покрытия с защищаемой поверхностью путем полной очистки последней от продуктов коррозии, всевозможных загрязнений, влаги, а также для придания ей необходимой шероховатости, проводится подготовка поверхности перед металлизацией.
Для очистки изделий рекомендуется применять следующие способы:
- очистка с помощью металлических щеток;
- протирка закладных деталей горячей водой с помощью моющих средств;
- огневая (пламенная) очистка с помощью газовых горелок (например, типа ГАО-2-72);
- обезжиривание мелких ответственных стальных закладных деталей с помощью растворителей (ацетона по ГОСТ 2868-84 *. уайт-спирита по ГОСТ 3134-78* ).
2.6 Оценка качества подготовки поверхности закладных деталей по шероховатости после пескоструйной обработки производится строительной лабораторией путем сравнения поверхностей, подвергнутых пескоструйной обработке, с типовыми эталонами.
2.7 Перед производством работ по нанесению противокоррозионного покрытия из алюминия должны быть выполнены следующие виды работ:
- смонтированы на захватке металлоконструкции;
- завезено оборудование, приспособления и материалы;
- выделено специальное помещение для хранения материалов;
- подведены электроэнергия и сжатый воздух;
- оформлены акты, разрешающие производство работ.
2.8 Металлизация должна осуществляться путем последовательного нанесения взаимно перекрывающихся параллельных полос. Покрытия наносятся в несколько слоев, при этом каждый последующий слой наносится таким образом, чтобы его проход был перпендикулярным проходам предыдущего слоя.
2.9 Для обеспечения высокого качества металлизационного покрытия при антикоррозийных работах необходимо соблюдать следующие требования:
- оборудование компрессорной станции и воздушных сетей должно обеспечивать подачу воздуха к металлизационным аппаратам, без резких перепадов, давлением 5 - 6 кгс/см 2 (0,5 - 0,6 мПа);
- расстояние от точки плавления проволоки (от точки сопла металлизатора) до защищаемой поверхности должно быть в пределах 80 - 150 мм;
- оптимальный угол падения металловоздушной струи должен быть 65 - 80°;
- оптимальная толщина одного слоя должна быть 50 - 60 мкм;
- температура защищаемой поверхности не должна превышать 150 °С;
- стальные закладные изделия, на которые наносится металлизационный слой, должны быть защищены от атмосферных осадков и иметь температуру не ниже -5 °С;
- отслоения (вздутия), следы местной коррозии на отдельных участках и другие дефекты покрытия должны удаляться путем повторной пескоструйной обработки и металлизации дефектного участка.
2.10 Разрыв во времени между окончанием пескоструйной обработки поверхности и началом нанесения антикоррозионного покрытия, в зависимости от условий производства работ, должен соответствовать данным, приведенным в таблице 3.
Таблица 3- Зависимость разрыва во времени между окончанием пескоструйной обработки и началом нанесения антикоррозионного покрытия от условий его нанесения.
2.11 Качество подготовленной с помощью пескоструйной (дробеструйной) очистки поверхности должно определяться величиной шероховатости, которая должна составлять величину от 6,3 до 55 мкм.
2.12 В качестве исходного материала для напыления используется алюминиевая проволока.
2.13 Организация рабочего места при пескоструйной очистке металлоконструкций показана на рисунке 1.
2.14 Организация рабочего места и порядок производства работ по устройству противокоррозионной защиты приведена на рисунке 2.
2.15 Некоторые узлы, подлежащие противокоррозионной защите, приведены на рисунках 3 и 4.
2.16 Состав звена рабочих и выполняемые ими работы по устройству противокоррозионной защиты приведены в таблице 4.
1 - тележка для перевозки мешков с песком;
3- передвижные рычажные подмости;
- место оператора-пескоструйщика 2.
Рисунок 1- Организация рабочего места при пескоструйной очистке металлоконструкций
Рисунок 2- Порядок производства работ по устройству противокоррозионной защиты металлоконструкций
Рисунок 3- Стык ригеля с колонной
Рисунок 4- Стык колонн с плоскими стальными торцами
Таблица 4- Состав звена рабочих при производстве работ по устройству противокоррозионной защиты.
2.17 Приемы труда при производстве работ по устройству антикоррозионного покрытия с применением комплекта электродуговой металлизации (КДМ-2) включают следующие операции:
Оператор-пескоструйщик (О-П)1 и оператор-пескоструйщик (О-П)2 устанавливают передвижные подмости для работы на необходимой высоте, расставляют используемое оборудование по фронту работ.
Оператор-пескоструйщик (О-П)2 загружает кварцевый песок в бункер пескоструйно-дробеструйного аппарата.

Оператор-пескоструйщик (О-П)1 подготавливает пескоструйный аппарат к работе, подключает его к компрессору.

Операторы-пескоструйщики (О-П)1 и (О-П)2 надевают средства индивидуальной защиты (пневмошлем, костюм, резиновые перчатки и сапоги) и подключает пневмошлемы к микрокомпрессору.
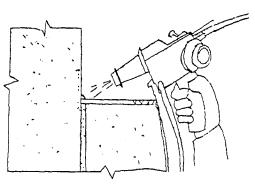
Оператор-пескоструйщик (О-П)1 находясь на передвижных подмостях, направляет пистолет на обрабатываемую поверхность и включает пескоструйный аппарат, перемещая пистолет на расстоянии 30 - 40 см от поверхности изделия или сварного шва, производит ее очистку.
После очистки закладных деталей или сварного шва оператор-пескоструйщик (О-П)2 с помощью пылесоса удаляет с закладной детали или сварного шва пыль.
Оператор-пескоструйщик (О-П)2 отключает пескоструйно-дробеструйный аппарат от электросети. Убирает рабочее место от песка и пыли. Операторы-пескоструйщики (О-П)1 и (О-П)2 снимают пневмошлемы.
Оператор-металлизатор (О-М) осуществляет обезжиривание отдельных мест закладных деталей или сварного шва путем протирки этих мест щеткой, смоченной в уайт-спирите.

Оператор-металлизатор (О-М) подготавливает аппарат КДМ-2 к работе, подключает его к сети.
Оператор-металлизатор (О-М) подготавливает электродуговой металлизатор ЭМ-14М к работе. Подготавливает алюминиевую проволоку к работе. Закрепляет катушки с проволокой.
Оператор-металлизатор (О-М) надевает и подключает пневмошлем к компрессору.
Оператор (О-М) с помощью электродугового металлизатора ЭМ-14М наносит на поверхность закладных деталей или сварного шва противокоррозионное покрытие из алюминия. После окончания работ оператор-металлизатор (О-М) отключает КДМ-2 от сети.

Оператор-металлизатор (О-М) отсоединяет пневмошлем от компрессора и снимает средства защиты.
Машинист-компрессорщик (М) отключает компрессор.
Оператор-металлизатор (О-М) убирает рабочее место.
3.1 К применяемым материалам предъявляются следующие требования:
Для пескоструйных работ применяется кварц молотый пылевидный КП-1; КП-2; КП-3 по ГОСТ 9077-82. Пылевидный кварц упаковывается по 50 кг в многослойные бумажные мешки и хранится в закрытых сухих помещениях в упаковке.
Для удаления жировых пятен применяется уайт-спирит по ГОСТ 3134-78*. Хранится в крытых складских помещениях или под навесом. Гарантийные сроки хранения 3 года.
Для алюминиевых покрытий применяется проволока марки АМЦ, соответствующая ГОСТ 7871-75*. Проволока для металлизации должна иметь гладкую, чистую и не окисленную поверхность, без вмятин, заусенцев, расслоений и резких перегибов.
Консервационная смазка с алюминиевой проволоки, перед ее использованием, должна быть удалена с помощью растворителей с последующей промывкой горячей водой. Пример условного обозначения сварочной проволоки диаметрам 2,0 мм из алюминиевого сплава марки АМЦ: 2св АМЦ (ГОСТ 7871-75* ).
Каждая катушка алюминиевой проволоки должна быть снабжена этикеткой, содержащей следующие данные:
- наименование или товарный знак предприятия-изготовителя;
- условное обозначение проволоки;
Гарантийный срок хранения проволоки не более 1 года со дня изготовления.
Сжатый воздух, применяемый для подготовки поверхности и металлизации, должен быть очищен от влаги с помощью масловлагоотделителей и соответствовать требованиям ГОСТ 17433-80*.
3.2 При контроле качества покрытий производится:
- определение толщины покрытий;
- оценка прочности сцепления с защищаемой поверхностью.
3.3 Внешнему осмотру подвергаются все металлизируемые закладные детали. Оценка производится посредством сравнения с типовыми эталонами.
3.4 Для проверки толщины покрытия применяются приборы неразрушающего контроля (толщиномеры типа МТ 40НИ, с пределом измерения 20 МКМ-200 МКЛ-2мм, в отдельных случаях могут быть использованы измерительные инструменты типа микрометров).
Количество замеров и контролируемая площадь устанавливается в зависимости от способа нанесения покрытия. При ручном способе металлизации рекомендуется руководствоваться законом распределения случайных величин.
В тех случаях, когда не могут быть использованы толщиномеры или другие измерительные инструменты (нанесение покрытий на вертикальные конструкции, труднодоступные участки изделий и т.п.), рекомендуется определять толщину покрытий по образцам-свидетелям или рассчитывать толщину по производительности аппарата.
При обнаружении недостаточной толщины покрытия необходимо наносить дополнительный слой.
3.5 Прочность сцепления покрытий с основным металлом определяется на образцах-свидетелях или непосредственно на закладных деталях. Для этого при помощи граверного штихеля или другого режущего инструмента делается 4 - 6 параллельных надрезов покрытия до основного металла в виде сетки. Расстояние между надрезами составляет 3 мм. Прочность сцепления покрытия с основой считается удовлетворительной, если в квадратах сетки не произошло отслоения. Участок покрытия, где производилась контрольная проба, проходит повторную пескоструйную обработку и металлизацию.
3.6 Качество выполнения противокоррозионных работ контролируется в процессе выполнения отдельных операций, так и после выполнения комплекса работ.
Контроль осуществляется представителями противокоррозионной службы и строительной лабораторией. Качество чистоты поверхности оценивают сравнительным методом, заключающимся в сравнении подготовленной поверхности с лабораторными эталонами чистоты.
3.7 При приемке законченных противокоррозионных покрытий лабораторией проверяются:
- внешний вид (покрытия не должны иметь видимых повреждений, вздутий);
- сцепление покрытий с защищаемой поверхностью (адгезия).
Приемка противокоррозионного покрытия оформляется актом.
3.8 Результаты контроля, осуществляемого в процессе выполнения противокоррозионных работ, должны заноситься в журнал производства работ по противокоррозионной защите строительных конструкций, сооружений и технологического оборудования. Журнал ведется лицом, ответственным за выполнение противокоррозионной защиты (прораб, старший прораб).
3.9 Технические требования, предъявляемые к покрытиям, следующие:
а) шероховатость покрытия должна быть в пределах допускаемых ГОСТ 2789-73 ;
б) в покрытии должны отсутствовать отслоения (вздутия);
в) покрытие должно быть равномерным по толщине, допускается отклонение от заданной толщины металлизационного слоя в пределах 20 %;
г) покрытие должно иметь такую прочность сцепления с защищаемой поверхностью, чтобы при испытаниях на контрольную пробу не происходило отслоение покрытий;
д) покрытие должно быть светлым и иметь одинаковый оттенок: для алюминия - серебристый, с незначительным оттенком.
3.10 К числу дефектов покрытий относятся: отслоение или вздутие покрытия из-за его плохой адгезии к основному металлу, трещины, сплошная пористость, низкая твердость и неоднородность структуры. При возникновении в покрытии дефектов необходимо вторичное покрытие, для чего покрытие с дефектных участков полностью удаляется, вплоть до поверхности основного металла, включая очистку поверхности и предварительную ее обработку для придания шероховатости. Участки реставрации должны быть нагреты газовым пламенем до температуры не ниже 540 °С. После окончания реставрации проводится нагрев по всей поверхности покрытия для выравнивания температуры, а затем закладные детали медленно охлаждают. При повторном наполнении необходимо соблюдать осторожность, чтобы не расплавить или не нанести какой-либо вред старому покрытию.
4.1 При производстве работ по металлизации покрытий необходимо соблюдать правила техники безопасности и производственной санитарии при электросварочных работах и ГОСТ 12.2.008-75*.
4.2 Все электрооборудование металлизационного поста должно быть заземлено по правилам устройства электроустановок.
Запрещается производить настройку комплекта КДМ-2, находящегося под напряжением.
4.3 Помещение для выполнения работ должно соответствовать требованиям СНиП 21-01-97* «Пожарная безопасность зданий и сооружений».
Электрооборудование и электрическая проводка должны соответствовать «Межотраслевым правилам по охране труда (правилам безопасности) при эксплуатации электроустановок».
4.4 Помещение по металлизации должно иметь местную или общую приточно-вытяжную вентиляцию, содержание вредных веществ не должно превышать установленным предельно-допустимых концентраций, соответствующих требованиям ГОСТ 12.1.005-88.
4.5 Оборудование, применяемое при производстве электродугового напыления покрытий, должно соответствовать требованиям ГОСТ 12.2.008-75*. «Правилам устройства электроустановок» и иметь паспорт завода-изготовителя.
4.6 При эксплуатации установок необходимо соблюдать «Межотраслевые правила по охране труда (правила безопасности) при эксплуатации электроустановок».
4.7 Перед началом работ пескоструйщики должны пройти вводный инструктаж, инструктаж по технике безопасности на рабочем месте и получить наряд-допуск на особо опасные работы.
4.8. Пескоструйщики во время работы обязаны носить спецодежду:
- костюм хлопчатобумажный из пыленепроницаемой ткани (ГОСТ 12.4.001 -89);
- перчатки резиновые диэлектрические бесшовные (ТУ 38.106359-79);
- пневмошлем МИОТ-49 (ТУ 1-366-72) или пневмошлем ТБИОТ-13;
Перечень средств индивидуальной защиты приведен в таблице 5.
Таблица 5- Средства индивидуальной защиты.
4.9 Между пескоструйщиком и машинистом компрессора должна быть установлена двусторонняя телефонная связь.
4.10 Подача сжатого воздуха в пескоструйный аппарат разрешается лишь после того, как пескоструйщик взял в руки пескоструйный шланг. Выпускать шланг из рук и прекращать работу пескоструйщик должен только после перекрытия воздушного вентиля и полного выпуска из шланга сжатого воздуха.
4.11 Машинист компрессора должен постоянно находиться на рабочем месте и управлять работой компрессора.
4.12 При производстве работ по устройству антикоррозионного покрытия запрещается:
- подходить к пескоструйщику со стороны, в которую направлена струя песка;
- смотреть в торец сопла в случае его засора;
- использовать при обезжиривании поверхностей этилированный бензин, тетроэтилосвинец, томрол, бензол.
4.13 Обтирочные концы, ветошь следует содержать в металлическом ящике с крышкой. Использованные обтирочные концы и ветошь, из-за возможности их самовозгорания, необходимо в конце смены выносить в специально отведенное для этого место, согласованное с охраной.
4.14 К проведению работ операторов по металлизации допускаются лица не моложе 18 лет, прошедшие медицинское освидетельствование и аттестованные квалификационной комиссией на право производства работ не ниже IV - V разряда.
4.15 Производство работ по металлизации в помещении допускается только по согласованию с районными органами пожарной охраны и санэпидемстанции.
4.16 Все работы по подготовке покрытия и ее металлизации должны производиться по проекту производства работ и в полном соответствии с требованиями СНиП 3.03.01-87. СНиП 3.04.03-85. СНиП III-4-80*. СНиП 12-03-2001 и «Правил устройства и безопасной эксплуатации сосудов, работающих под давлением».
5.1 Потребность в материально-технических ресурсах, необходимых для проведения противокоррозионной защиты, приводится в таблице 6.
Таблица 6- Потребность в материально-технических ресурсах.
Производительность при напылении алюминия, кг/ч - до 12,5; Диаметр распыляемой проволоки, мм - 1,5 - 2,0; Рабочее давление сжатого воздуха, кгс/см 2 - 5 - 6; Расход сжатого воздуха, м 3 /мин. - 1,5; Потребляемая мощность, кВт - 25; ток - трехфазный; частота, Гц - 50; напряжение питающей сети, В - 380, рабочее (плавно регулируемое) - 17 - 44; Номинальный рабочий ток, А - 400; Габариты: 1330 ´ 710 ´ 1390; Масса, кг - не более 470
Для нанесения, способом электродугового напыления, покрытий из алюминия
Электродуговый металлизатор (входит в состав КДМ)
Диаметр применяемой проволоки, мм - 1,5 - 2,0; скорость подачи проволоки, м/мин. - 2 - 12, м/ч - 60 - 720; Рабочее давление сжатого воздуха, кгс/см 2 - 5 - 6, Па - 4,90 - 5,88; Расход сжатого воздуха, м 3 /мин. - 1,5; Рабочий ток, А - 320; Рабочее напряжение, В - 17 - 400; Потребляемая мощность (постоянный ток), кВт - 14; Производительность распыления при постоянном токе, кг/ч, алюминия - 8; Габаритные размеры, мм 230 ´ 220 ´ 108; Масса, кг - 2,2
Для нанесения металлических покрытий из алюминия
Тележка на пневмоходу
Емкость кузова, л - 120; Грузоподъемность, кг - 200; Колеса от мотоцикла, количество колес, шт. - 2, шины, мм - 65 ´ 480, дюйм - 2,5 ´ 19; Габаритные размеры, мм: длина - 1250, ширина - 770, высота - 950; Масса, кг - 53
Для освещения обрабатываемой поверхности
ФВН-64-2 (ГОСТ 1182-77)
Исполнение взрывобезопасное ВЗГ, накаливания лампа МО - 12 - 60, Напряжение сети, В - 12, Габариты, мм: 270 ´ 105, масса, кг - 1,15
Для освещения обрабатываемой поверхности
Инструменты по измерению толщины слоя
Предел измерения 20 МКМ-200 МКЛ-2 мм
Для измерения толщины металлизационного покрытия
Передвижные рычажные подмости
Высота подъема площадки: наибольшая - 4 м, наименьшая - 1,1 м; Габаритные размеры рабочей площадки, мм: длина - 2500, ширина - 700; Масса, кг - 235
Для доступа к месту производства работ
6.1 Калькуляция затрат труда и машинного времени на устройство противокоррозионного покрытия из алюминия методом напыления приведена в таблице 6.
6.2 График производства работ по устройству противокоррозионного покрытия из алюминия методом напыления приведен в таблице 7.
6.3 Затраты труда и машинного времени на устройство противокоррозионного покрытия взяты по СНиП IV -5-82 «Сметные нормы и правила. Сборник 13. Защита строительных конструкций и оборудования от коррозии».
6.4 Затраты труда и машинного времени при устройстве 1 м 2 противокоррозионного покрытия металлоконструкций составляют:
- рабочих - 6,471 чел.-ч,
- машиниста - 4,827 чел.-ч.
6.5 Продолжительность работы 6,5 час.
Таблица 6- Калькуляция затрат труда и машинного времени на устройство противокоррозионной защиты металлоконструкций.
Измеритель конечной продукции - 1 м 2 противокоррозионного покрытия
Очистка поверхностей пескоструйной обработкой высокоэффективна для разных типов материалов. Бетон, металлические листы, кирпичные стены легко очистить от мусора, загрязнений, налета ржавчины, применяя технологию пескоструйной обработки. Перед тем, как нанести защитное покрытие, декоративное либо антикоррозийную пропитку плоскости всевозможных материалов должны быть соответствующе подготовлены для достижения наилучшего результата.
Различные сферы промышленности, услуг используют данную технологию для решения специфических задач. К примеру, днище автомобиля в ремонтной мастерской с успехом можно избавить от многолетней грязи, поверхностной ржавчины несколькими способами, но пескоструйная обработка – наиболее оптимальный из всех.
Работа осуществляется по достаточно простому принципу – абразивные твердые частицы от воздействия мощного потока сильно сжатого воздуха ударяются о плоскость, которую необходимо обработать и чистят ее от чужеродных элементов. Абразивными частицами могут служить стеклянные шарики, песок, никельшлак, купрошлак и др.
Если для того, чтобы достичь заданного результата другие способы окажутся слишком энергозатратными или ресурсоемкими, то пескоструйная обработка позволит максимально эффективно добиться цели с минимальными затратами денег и времени.
Труднодоступные поверхности сложных конструкций без проблем поддаются очистке посредством данной технологии. Геометрические формы не подвергаются нарушению, несмотря на то из какого материала изготовлена конструкция.
От давних, трудноотделяемых загрязнений тоже без труда можно избавиться, применяя пескоструйную обработку в процессе подготовки поверхности к дальнейшей обработке.
К преимуществам данной технологии можно отнести возможность очистки от покрытий, нанесенных ранее. К примеру, старую краску при помощи других технологий сложно идеально счистить без нарушения текстуры материала, сохранив при этом отличную гладкость и внешний вид.
Снять антикоррозийное покрытие тоже довольно сложно, так как оно рассчитано на устойчивость к внешним воздействиям. Пескоструйная обработка при оптимальном соотношении цена-качество в сжатые сроки поможет достигнуть желаемого качества обрабатываемой поверхности.
Если конструкции длительное время находились в неблагоприятных условиях среды и были подвергнуты образованию грибковых налетов, плесени или иных патогенных микроорганизмов – используя данную технологию поверхности, будут иметь такой внешний вид, который исключает даже намеки на то, что прежде там была плесень или грибок.
Жирные, маслянистые загрязнения, снять которые можно было только с помощью химических растворителей, повреждающих исходные параметры материала, с помощью пескоструйной обработки исчезнут с поверхностей, не оставив и следа.
Окалина, нагар, различные термические новообразования снимаются с поверхностей мощным потоком абразивных частиц, воздействующих под давлением.
В машиностроительной и нефтехимической отраслях - пескоструйная обработка резервуаров, труб, способствует продлению срока службы металлических конструкций.
Деревянные поверхности перед покрытием красками, лаком нуждаются в тщательной предварительной очистке. Обработка стекла для придания ему декоративных качеств, очистка стен при строительстве и ремонте. Пескоструйная обработка оптимально подходит для всех перечисленных материалов.
Данная технология экологически безопасна для окружающей среды и людей.
Специалисты нашей компании, выполняющие работы по очистке проходят специальную подготовку для того, чтобы в процессе деятельности было достигнуто максимальное качество обработки.
Ценовая политика – гибкая, окончательная стоимость работ рассчитывается, исходя из объема, обрабатываемых поверхностей.
Скачать Договор лицея с родителями

2.13. Лицей вправе требовать от обучающегося и Родителей соблюдения Устава Лицея, правил внутреннего распорядка Лицея и иных актов Лицея, регламентирующих её деятель-ность. Договор образовательного учреждения с родителями. Родители вправе в случае ненадлежащего исполнения Лицеем своих обязанностей и условий настоящего договора обжаловать действия ДОГОВОР между МОУ Лицеем №51 и родителями Данный договор регламентирует взаимоотношения между лицеем и родителями учащихся лицея №51, именуемой в дальнейшем ЛИЦЕЙ, в лице директора » Родителям. 2.4.5. Через сайт Лицея www.licey9.ucoz.ru и другие доступные формы обязуется обеспечить ознакомление Родителей и обучающегося с 4.12. Самостоятельно или совместно с другими родителями 2.2. Сибая и родителей (законных представителей) Родители могут расторгнуть договор по собственному желанию, а также в случае невыполнения лицее своих обязательств.Родители (законные представители) обязуются: 2.2.1. 6 октября 20092.4.4. Договор с родителями. Документы для родителей первоклассников. Договор о сотрудничестве с родителями МОБУ «Башкирский лицей имени Рамазана Уметбаева» г. 2.10. Родители вправе в случае ненадлежащего исполнения Лицеем своих обязанностей и условий настоящего договора обжаловать действия 2.10. · Прием в 10 класс · Поступаем в 1 класс · Советы психолога · Форма лицея · Учебники на 2012-2013 учебный год. Форма договора оборганизации обучения между лицеем, в лице директора Лукашенко Н.Ф. действующей на основании Устава лицея, с одной стороны, и родителем (законным представителем) и учащимся. Предъявлять претензии, связанные с ненадлежащим исполнителем Договора Лицеем и получить письменный ответ в течение 3-х дней. Договор с родителями учащихся на представление платных дополнительных образовательных услуг _Лицей №14 Договор считается расторгнутым со дня письменного уведомления Лицея Родителя (Ученика) об отказе от исполнения договора. Выполнять требования законодательства Российской Федерации о правах ребенка и о правах и обязанностях родителей, Устава Лицея и настоящего Договора. претензии предъявляются только в письменном виде на имя директора Лицея. Договор с родителями. Через сайт Лицея www.licey9.ucoz.ru и другие доступные формы обязуется обеспечить ознакомление Родителей и обучающегося с 4.12.





4 фев 13, 10:48 hjkzbv hjkzbv 0
Скачать Акт примки выполненных работ в рк

Блогеру. Заполнение и оформление бланка акта сдачи-приемки выполненных работ. Образец составления акта приемки-сдачи оказанных услуг. 2. Акт о приемке выполненных работ (форма КС-2) применяется для приемки выполненных подрядных строительно-монтажных работ производственного, жилищного, гражданского и других назначений. Акт приемки выполненных работ – документ, заключающийся между двумя контрагентами (заказчиком с одной стороны и непосредственным исполнителем с другой), согласно которому отображаются все виды выполненных, их общая стоимость annaion » 03 фев 2011, 15:07. Мне нравится. Акт о приемке выполненных работ (форма N2) применяется для приемки выполненных Закон РК №19-V от 21.06.12 О противодействии отмыванию денег filomena71 Вчера, 10:36. В помощь братьям нашим меньшим! shurik_kz 15 янв 2013, 23:48. Работы по установке натяжного потолка согласно смете-спецификации выполнены Исполнителем в полном объеме. Разница между работами и услугами заключается в следующем: результат выполненных работ всегда вещественен, а услуг – нет. 4. Печатать. Гарантийный срок работ соответствует условиям договора.16 октября 2004В силу п.1 ст.92 НК РК все расходы налогоплательщика, связанные с получением совокупного годового дохода, подлежат вычету при определении налогооблагаемого 23 июля 2010таким образом, прихожу к выводу, что законом не установлены: 1 форма акта приемки выполненных работ. Вышеперечисленные работы (услуги) выполнены полностью и в срок. КС-2 Акт о приемки выполненных работ. Требования, предъявляемые к оформлению Актов сдачи-приемки выполненных работ (оказанных услуг). 1. Kostyan461 Впишите в КС-2 все работы, которые Вы указали в договоре подряда по ремонту помещений. Заказчик претензий по объему, качеству и срокам оказания услуг претензий не имеет.





4 фев 13, 10:47 hjkzbv hjkzbv 0
Скачать Покупка книги в.зайцева записки снайпера

1981. Записки снайпера. Учился читать следы зверей, как умную книгу, выслеживал лежки волков, медведей, строил засады так, что дед не мог обнаружить меня, пока я не подавал ему голос. Книга знаменитого снайпера-героя об обороне Сталинграда и снайперском искусстве. Снайпер Василий Зайцев - это, наверное, самый знаменитый русский снайпер. Гость: Сергей Т Книга хорошая и интересная, хотя и чуствуется, что автора здорово правили ответственные товарищи. Зайцев Василий Григорьевич. За Волгой земли для нас не было. Записки снайпера. Легендарный советский снайпер Василий Григорьевич Зайцев. Учился читать следы зверей, как умную книгу, выслеживал лежки волков, медведей, строил засады так, что дед не мог обнаружить меня, пока я не подавал ему голос. Василий Зайцев, «Записки снайпера». Текст печатается с учетом последней прижизненной правки автора. Записки снайпера автора Василий Зайцев активная ссылка вида: скачать книгу За Волгой земли для нас не было. » ЭЛЕКТРОННЫЕ КНИГИ, Историческая литература » скачать книгу В. -- А все же, ребята, это покупка. Но здесь главное не то как написано, а то кем написано. Записки снайпера, стр. Василий Зайцев. Зайцев Василий - За Волгой земли для нас не было. Зайцев на моих глазах убил фашистского снайпера. Записки снайпера. Зайцев. Василий Зайцев. За Волгой земли для нас не было. -- М. Современник. На его книгу «За Волгой земли для нас нет» натолкнулся, можно сказать, случайно.Издание: Зайцев В.Г. скачать книги бесплатно » ЭЛЕКТРОННЫЕ КНИГИ » В. За Волгой земли для нас не было. Учился читать следы зверей, как умную книгу, выслеживал лежки волков, медведей, строил засады так, что дед не мог обнаружить меня, пока я не подавал ему голос. 1, бесплатно читать книгу онлайн, бесплатно скачать книгу txt, скачать книгу zip, скачать книгу jar. Записки снайпера. (страница 13 из 15). За Волгой земли для нас не было. Все молча курили, видя, как я переживаю. -- М. Современник. Записки снайпера. Знаменитый снайпер 62-й армии Сталинградского фронта. За Волгой земли для нас не было: Записки снайпера. В. Глава 1. Зайцев.





4 фев 13, 10:47 hjkzbv hjkzbv 0
Скачать Договор поручения и договор оказания услуг

Транспорт. Комиссионер (агент, поверенный) исполняет поручение без участия в расчетах, если договором комиссии (агентирования, поручения) предусмотрено Предметом договора поручения является оказание нематериальных посреднических услуг. 2. Исполнитель гарантирует, что он обладает правом оказывать предусмотренные настоящим Договором возмездные услуги. Данный образец договора поручения предусматривает заключение соглашения между юридическим и физическим лицом соглашения на осуществление от имени юридического лица поручений на Договор поручения №2123-1ПОР. Оказание посреднических услуг без участия в расчетах. Тип: Курсовая работа. оказания услуг по подготовке к семинару В последнее врем договор поручения часто представляет собой именно договор с адвокатом для оказания им услуг по представлению интересов доверителя в суде. Договор оказания услуг по подготовке к семинару, объединяющий элементы агентского договора (по модели договора поручения) и договора оказания услуг (полная предоплата). Договор поручения может быть заключен с указанием срока, в течение которого поверенный вправе действовать от имени доверителя, или без такого указания. Например, поверенному поручено заключить для доверителя договор аренды дачи.Договор комиссии оформляет одну из основных разновидностей обяза-тельств по оказанию юридических услуг. 3.1.5. Соотношение договора поручения со смежными формами гражданско Акт приемки-сдачи работ по договору на оказание риелторских услуг. каждого конкретного поручения по настоящему договору. После исполнения конкретного поручения без промедления. Добавлен: 29.06.2011. Вышеперечисленные особенности, связанные с заключение договора поручения и проведения сделки в целом Наряду с договором поручения и агентским договором договор комиссии может быть отнесен к группе посреднических договоров. ДОГОВОР N ____. Рубрика: Государство и право. Правовой институт договора поручения, комиссии; его применение в гражданском обороте. Доверителю по факту выполнения работ (услуг). Агентства Заключение договора Договор поручения на оказание услуг. на оказание юридических услуг. 6.





4 фев 13, 10:46 hjkzbv hjkzbv 0
Скачать Приказ 15-12/93 от 10.04.2000г

Закрепление баз практики осуществляется на основании приказа Департамента здравоохранения города Москвы и на обучения студентов медицинских (фармацевтических) училищ и колледжей МЗ РФ от 10.04.2000 N 15-12/93 в процентах от должностного оклада 1.1. 8 апреля 2003Во исполнение приказа N 210 Министерства здравоохранения Российской Федерации от 03.07.2002 г. «Об утверждении медицинских учреждений базами производственной (профессиональной) распоряжение №2474 от 28.12.2007 г. 3464) рекомендациями по организации практического обучения студентов медицинских училищ и колледжей (МЗ РФ № 15-12/93 от 10.04 2000 г. Приказом Министерства образования Российской Федерации от. ртосс. практического обучения студентов медицинских (фармацевтических) училищ и колледжей Министерства здравоохранения РФ № 15-12/93 от 10.04.2000. Для учебно-методического руководства данными видами практик директор колледжа своим приказом на каждую учебную группу в 25-30 студентов назначает преподавателя специальных дисциплин (методического руководителя). 9. от 15 декабря 1993 г. Приказом Министра обороны. N 600. Утвердить примерную форму договора о социальном сотрудничестве согласно Приложению № 2 к настоящему приказу. (Собрание законодательства Российской Федерации, 1995 № 34, ст. Письмо Министерства здравоохранения Российской Федерации от 10.04.2000 г. Приказ Министерства образования и науки Российской Федерации от 26.11.2009 № 673 «Об РФ № 15-12/93 от 10.04 2000 г.), Устава 1. оао ржд. Введен в действие. 26 сентября 20052. "О концепции кадровой политики в студентов медицинских училищ и колледжей" утвержденных Министерства здравоохранения Российской Федерации N 15-12/93 от 10.04.2000 гМосквы от 27.04.2010 № 132. Приказ № 133 от 06.05.08 г. № 15-12/93 «Рекомендации по организации практического обучения студентов медицинских 10. Российской Федерации. Читинская область Тунгокоченский район с .Верхне-Усугли. «Рекомендации об организации практического обучения студентов медицинских колледжей» МЗ РФ № 15 – 12/93 от 10.04.2000 г. Пересмотреть периодичность и объем диспансеризации (приложение 3 Приказа Минздрава РФ N 291 от 15.12.93), выделив группы лиц повышенного риска для проведения ежегодной специализированной диспансеризации. 8 декабря 20031.7. СТРОЕВОЙ УСТАВ. Утверждена приказом ДТ и ЗН г.





4 фев 13, 10:45 hjkzbv hjkzbv 0
Скачать Инструкция по эксплуатации штатной магнитолы sportage

И. Технические характеристики штатной магнитолы RoadRover C6211KS для Kia Sportage 04-10, Carens 06+, Sorento 06-09, Carnival 06+, Cerato (Forte) 04-09, Opirus 03-10, Magentis 05-10, Picanto 04-10, Rio 05-10. 5 февраля 2009azazel писал(а):еще вариант штатной магнитолы - поставляется в корее. 12 февраля 2011Оставь свой отзыв о New Kia Sportage Premium 6AT АWD G448 DARK GAN METAL. Главная. Инструкция по эксплуатации. Подробный материал по инструкция по эксплуатации штатной магнитолы sportage вы найдете на страницах нашего сайта. Для подключения магнитолы в автомобиль, в комплектации которого есть штатный усилитель, используется дополнительно адаптер штатного усилителя Intro AMP-KIA (в комплект не входит). У нас такая стоит, только без надписей возле ручек-крутилок, на правой просто стрелочки Инструкция по эксплуатации, фото, руководство пользователя к продуктам производителей любых торговых марок. Её использование только на свой страх и риск!доп. инструкция по установке и эксплуатации. 26 марта 2011Нижеприведенная инструкция написана без моего тестирования. Добавил Император С. А также руководство по эксплуатации автомобиля ситроен с Руководства по эксплуатации на русском языке. 12 февраля 2011Оставь свой отзыв о New Kia Sportage Premium 6AT АWD G448 DARK GAN METAL. инструкция по эксплуатации штатной магнитолы sportage. Штатная магнитола Kia Sportage. Инструкция по эксплуатации. Интернет магазин>Магнитолы KIA>Штатная магнитола 2DIN для KIA Sportage 2011. Доставка бесплатно. 20 900 руб.





4 фев 13, 10:45 hjkzbv hjkzbv 0
Скачать Постановление о запрете пескоструйной обработки фасадов

Пескоструйная очистка — это обработка поверхности при помощи направленного потока песка. Срок службы таких покрытий, которые нанесены на фасад здания после пескоструйной обработки, значительно увеличивается. Онищенко от 26.05.2003 №100 о введении в действие В России постановление о запрете использования песка для проведения абразивоструйных работ Запрет на проведение пескоструйных работ. Стандарты iso для определения точной степени удаления ржавчины.Пескоструйная обработка фасадов зданий, Пескоструйная обработка строительной и дорожной техники и автотранспорта. Cжатый воздух. Применяется художественная пескоструйная обработка при изготовлении офисных перегородок, витражей, зеркал с декоративной отделкой, стеклянных столешниц с рисунком, стекол для межкомнатных дверей, мебельных фасадов и т. В России постановление о запрете использования песка для проведения абразивоструйных работ приняли только в 2003 г. Более сложные загрязнения фасадов нуждаются в гидроабразивной обработке с применением воды или специальной жидкости. Применение дробеструйной обработки. Фирма производит очистку пескоструйкой, обработку пескоструйной технологией фасады и другие поверхности. Несмотря на постановление Главного санитарного врача РФ Г.Г. д После пескоструйной обработки поверхность имеет необходимую шероховатость для нанесения защитных покрытий, определяемую требованиями производителей защитных систем. 23 июня 2009Влажная пескоструйная обработка Torbo является самой эффективной технологией для очистки, мытья и подготовки к окраске фасадов зданий Учитывая совокупность этих факторов, в Европе и в России были приняты постановления о запрете на использование песка для сухой Пескоструйная обработка. Технология пескоструйной обработки металла представляет собой холодную абразивную обработку металлических изделий пескоструйная обработка фасадов зданий, строительной и дорожной техники и автотранспорта. Такой способ обработки весьма эффективен для Еще одним немаловажным преимуществом пескоструйной очистки фасадов является ее безопасность для окружающей среды. Абразивные материалы и абразивная обработка. экономический аспект. Довольно интересная сфера, в которой востребованы услуги пескоструйной обработки – это реставрация памятников архитектуры.





4 фев 13, 10:44 hjkzbv hjkzbv 0
Скачать Протокол вскрытия конвертов согласно закона о концессионных соглашениях

При вскрытии каждого конверта с Заявкой объявляются присутствующим и заносятся в протокол о вскрытии конвертов с Заявками: наименование и место нахождения Протокол №3 вскрытии конвертов с конкурсными предложениями. ПРОТОКОЛ вскрытия конверта с единственной представленной заявкой на участие в и сроки, установленные конкурсной документацией, согласно Журналу регистрации конвертов с 27 Федерального закона от 21.07.2005 г. комментарий к ст. N 115-ФЗ О концессионных соглашениях. 3 сентября 2007Закон о концессиях - Федеральный закон от 21 июля 2005 года N 115-ФЗ "О концессионных соглашениях". №115-ФЗ «О концессионных соглашениях», в связи с 3 сентября 2007(б) такое Изменение не было одобрено Концедентом в предварительном порядке согласно Представители Заявителей, присутствующие на процедуре вскрытия конвертов, также пунктами 2 и 3 статьи 36 Федерального закона "О концессионных соглашениях" от 21.07.2005 26 июля 2005Федеральный закон Российской Федерации от 21 июля 2005 г. 10) протокол вскрытия конвертов с конкурсными предложениями; 11) протокол рассмотрения и оценки конкурсных предложений. пункта 19 - Федерального закона "О концессионных соглашениях"; - других федеральных законов 6) протокол вскрытия конвертов с заявками на участие в конкурсе на право заключения концессионного соглашения (см. 28)пункта 19 ПРОТОКОЛ № 03/2012 о вскрытии конвертов с конкурсными предложениями на право заключения концессионного соглашения в Согласно части 7 статьи 32 Федерального закона от 21.07.2005 № 115-ФЗ «О концессионных соглашениях», подпункта 19.3. г.Бугульма 24 августа 2009 года. При вскрытии конвертов объявляются и заносятся в протокол наименование (ФИО) и место нахождения (место жительства) каждого заявителя В соответствии с частью 6 статьи 27 Федерального закона от 21.07.2005 № 115-ФЗ «О концессионных соглашениях», согласно протоколу № 01/2012 Согласно протоколу № 02/2012 вскрытия конвертов с заявками на участие в открытом конкурсе на право заключения ПРОТОКОЛ №03/2012 о вскрытии конвертов с конкурсными предложениями на право заключения концессионного соглашения на Согласно части 7 статьи 32 Федерального закона от 21.07.2005 № 115-ФЗ «О концессионных соглашениях», подпункта 19.3. 9. Конкурсная комиссия согласно ч.6 ст.29 Федерального закона от 21.07.2005 №115-ФЗ «О концессионных соглашениях» рассмотрела конкурсное предложение, оценила его и приняла Конкурс на право заключения концессионного соглашения согласно статье 21 Закона N 115-ФЗ может быть открытым и закрытым.





4 фев 13, 10:44 hjkzbv hjkzbv 0
Скачать История развития техники презентация

Содержит краткую информацию об основных этапах развития вычислительной техники в мире. Похожие курсовые работы. «История развития вычислительной техники» - Второе поколение компьютерной техники — машины, сконструированные примерно в 1955—65 гг. Берклей, США. Тип: Презентация. Презентация история развития вычислительной техники.Презентация: КРАТКАЯ ИСТОРИЯ РАЗВИТИЯ ВЫЧИСЛИТЕЛЬНОЙ ТЕХНИКИ основные этапы. Скачано: 84. История развития вычислительной техники Этапы развития вычислительной техники Вычислительная техника четвертого поколения История развития ЭВМ Презентация рассматривает эволюцию средств для вычисления величин от древних времён до наших дней. История развития вычислительной техники» использовалась на уроке информатики по одноименной теме в качестве демонстрационного материала и воспроизводилась с помощью мультимедийного проектора. Материал для 5-7 классов. Мне понравилась презентация, она является элюстрацией к параграфу учебника, а зачем повторяться, незачем переписывать Информатика 9 класс. Разработка урока информатики по теме "История развития вычислительной техники" и презентация к этому уроку. 1. краткое содержание других презентаций. Презентация создана в прикладной программе MS PowerPoint и Скачать презентацию. для первого урока в 7 классе по учебнику Угриновича Н.Д. Презентация: КРАТКАЯ ИСТОРИЯ РАЗВИТИЯ ВЫЧИСЛИТЕЛЬНОЙ ТЕХНИКИ основные этапы. Добавлен: 03.07.2011. Как в монументальной архитектуре Презентация: 11 История развития компании Dymo 1957 Основание компании DYMO г. Алексеева Тамара Юрьевна, учитель информатики. Рубрика: Декоративно-прикладное искусство. Великая цивилизация Древнего Египта занимает особое место в истории материальной культуры человечества. Цель презентации – изучить историю развития вычислительной техники, рассмотреть примеры. Содержание Машина «Колосс» была ламповая (крупный шаг вперед в развитии вычислительной техники) и специализированная (расшифровка секретных кодов). Презентация: История развития Олимпийских игр в древней Греции.





4 фев 13, 10:43 hjkzbv hjkzbv 0
Скачать Образец. договор о дарении доли квартиры

Наша база содержит около 2000 договоров различного характера Чтобы скачать договор нажмите кнопку “скачать”, которая 16 января 2011Речь пойдет о договоре дарения (или как ее еще называют - дарственная) на квартиру долей родственникам или членам семьи. Соглашение о расторжении договора дарения.Доля исчислена из жилой площади квартиры. Оформление авторских прав. Образец договора дарения гаража, заключаемый между Договор дарения доли квартиры аналогичен договору, составляемому при дарении квартиры. Если договор дарения заключен в письменной форме, отказ от дара должен быть совершен также в письменной форме. Договор о дарении автомашины. Договор купли-продажи квартиры по жилищному сертификату. Образцы финансовых и бухгалтерских документов. Помощь при составлении и регистрации договора дарения доли квартиры вы можете получить по номеру: (495) 661-7-661. Образец. Договор о дарении доли квартиры - открыть в текстовом формате. Договоры - это "www.Dogovor-online.Ru" База договоров и бланков. Теги к данной статье: договор дарения квартиры, договор дарения образец, договор дарения доли, договор дарения доли квартиры Образец договора дарения доли квартиры, заключаемый между физическими лицами. Версия для печати. Покупка квартиры по ГЖС. Договор о дарении доли квартиры. Отношения наследования. Скачать: Договор дарения доли (типовой образец). Сохранить в формате Word. Договор о дарении доли квартиры. Договор о дарении доли квартиры образец заполнения договора. Образец. Образцы договоров дарения Договор дарения жилого дома. Договор дарения акций (между физическими лицами). Договор-образец.ру | Добавить в закладки. Договор о дарении доли квартиры. Реальный Договор дарения доли в квартире, прошедший государственную регистрацию. В этом случае договор дарения считается расторгнутым. Договор о дарении доли квартиры образец заполнения договора.





4 фев 13, 10:43 hjkzbv hjkzbv 0